Introduction
Choosing between 3-axis and 5-axis CNC milling isn't just a technical decision—it's a choice that directly impacts production efficiency, part quality, and overall costs. Many manufacturers struggle to determine which configuration actually matches their needs, leading to costly rework and missed tolerances.
The variables that shift between these two configurations are significant:
- Part complexity — what geometries each machine can reach in a single setup
- Cycle time and setup count — how many repositions your part requires
- Programming difficulty — the CAM expertise and software each approach demands
- Machine cost and surface quality — where the investment goes and what you get back
Get the configuration wrong and you'll pay for it in labor hours, scrap rates, and rework.
This guide breaks down exactly how each machine works, where each excels, and provides a practical framework for choosing the right axis configuration for your specific project—whether you're cutting high-volume brackets or machining complex turbine blades.
Key Takeaways
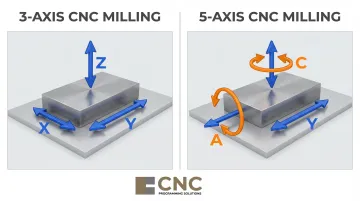
- 3-axis moves the cutting tool along X, Y, and Z linear axes while the workpiece stays fixed; multi-sided parts require manual repositioning between setups
- 5-axis adds two rotational axes (A+C or B+C), letting the tool approach any angle for complex geometry in a single setup
- 3-axis wins on cost-effectiveness and simpler programming; ideal for flat profiles, prismatic parts, and high-volume simple geometries
- 5-axis reduces setups, improves surface finish, and handles undercuts, compound angles, and free-form surfaces that 3-axis cannot reach
- Choose based on part complexity, tolerance requirements, and total cost of ownership—not just machine price
5-Axis vs 3-Axis CNC Milling: Quick Comparison
| Feature | 3-Axis CNC Milling | 5-Axis CNC Milling |
|---|---|---|
| Axes of Motion | X, Y, Z (linear only) | X, Y, Z (linear) + A & B or C (rotational) |
| Setup Requirements | Multiple setups for multi-sided parts | Single setup for five-sided access |
| Part Complexity | Flat surfaces, 2.5D profiles, prismatic parts | Complex 3D contours, undercuts, compound angles, sculptured surfaces |
| Programming Difficulty | Straightforward linear interpolation | Advanced CAM software with collision avoidance and multi-axis simulation |
| Typical Cost Range | $50,000–$150,000 | $150,000–$1,000,000+ (40%-80% more than 3-axis) |
| Surface Finish Quality | Good with longer tools; more deflection | Excellent with shorter, rigid tools; less deflection |
| Best-Fit Industries | General manufacturing, automotive (body panels), electronics enclosures | Aerospace, medical devices, precision molds, high-performance automotive |
Cost covers both machine investment and per-part production. While 5-axis machines carry a higher upfront price, they often deliver lower per-part costs on complex geometries by eliminating multiple setups and reducing fixture expenses.
5-axis machining comes in two distinct modes:
- 3+2 (indexed): Locks the rotational axes at fixed angles while standard 3-axis machining occurs — ideal for compound-angle features at a lower cost premium
- Simultaneous 5-axis: Moves all five axes continuously for smooth free-form surfaces and deep cavity work, offering full capability at higher investment
What is 3-Axis CNC Milling?
3-axis CNC milling moves the cutting tool along three perpendicular linear axes—X (left-right), Y (front-back), and Z (up-down)—while the workpiece stays stationary on the machine table. It's the dominant setup in manufacturing: lower cost, easier programming, and no specialty operator training required.
Core capabilities include:
- Flat surface milling and face milling operations
- Drilling, tapping, and reaming operations
- Pocketing and slot cutting
- 2D and 2.5D contouring (engraving, profiling)
- Standard hole patterns and boss features
Angled features—those machined at an angle to the primary XYZ coordinate system—cannot be achieved without repositioning the part or switching to a different machine configuration. This limitation defines 3-axis work: if your part has features on multiple faces, each face requires a new fixture setup.
Each additional setup adds time, increases error risk, and introduces tolerance inconsistencies between features on different sides. Multiple setups account for approximately 70% of inaccuracies in traditional machining.
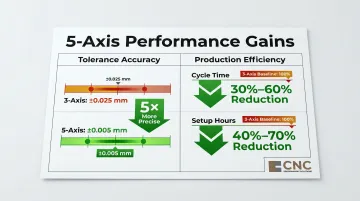
Positioning error per setup runs about ±0.0002 inches. Across five setups, that can accumulate to ±0.001 inches or more—enough to matter on tight-tolerance parts.
Those error risks aside, 3-axis remains the economical default for high-volume prismatic work. Machine cost typically runs $50,000–$150,000, CAM programming uses standard linear interpolation, and setup is fast for simple parts—no specialized operator skills needed.
Use Cases and Industries for 3-Axis Milling
3-axis delivers best value for part types where all critical features share the same orientation plane:
- Brackets, plates, and mounting components
- Housings, enclosures, and panels
- Simple molds and dies
- Fixtures and tooling plates
- Prototype parts with simple geometry
Industries that rely on 3-axis most heavily include automotive (body panels, mounts), general industrial manufacturing, consumer products, and electronics enclosures. Only approximately 5% of all machined parts require full five-axis processing; most parts are prismatic and well-suited to 3-axis work. For job shops handling mixed, moderate-complexity work, that ratio means 3-axis capacity covers the vast majority of their floor volume.

What is 5-Axis CNC Milling?
5-axis CNC milling adds two rotational axes to standard X, Y, and Z linear movement—most commonly A-axis (rotation around X) and C-axis (rotation around Z), or alternatively B-axis (rotation around Y) and C-axis. This enables the tool or workpiece to tilt and rotate, giving the cutting tool access to virtually any surface angle without repositioning the part.
3+2 (indexed) vs. simultaneous 5-axis—the critical distinction:
3+2 machining locks the two rotational axes into a fixed compound angle while standard 3-axis machining occurs. The machine positions, rotates, then cuts—ideal for drilling angled holes or machining flat features on compound-angle surfaces. The software need not be as powerful as full five-axis systems, making 3+2 more accessible and less expensive than simultaneous 5-axis.
Simultaneous 5-axis moves all five axes continuously at the same time, enabling smooth free-form surfaces, curved contours, and deep cavity work. Most shops use 3+2 positioning for roughing and full five-axis for finishing, balancing speed with surface quality.
Surface Quality and Tool Life Advantage
Because the tool can be oriented at the optimal angle relative to the workpiece surface at all times, shorter, stouter tools can be used that minimize tool chatter and prevent breakage. This reduces tool deflection, improves surface finish, lowers cutting forces, and extends tool life compared to the long-reach tools often required for 3-axis multi-setup work.
Documented improvements include:
- 16.5% reduction in total machining time and 20% increase in feed rate (blisk machining study, SUS304 stainless steel)
- Significant surface quality and tool wear improvements through optimized inclination angles in 5-axis ball-end milling
Shorter tools resist vibration better, producing higher quality surface finishes while better tool positioning improves chip evacuation.
Programming and Operator Skill Requirements
5-axis machining requires advanced CAM software with collision detection, post-processors specific to the machine's kinematics, and skilled programmers who manage multi-axis toolpath simulation. Five-axis program code includes instructions for X, Y, Z linear axes; A and B rotational axes working in unison; and I, J, K vectors for tool cutter offsets.
Controls must interpret large quantities of CAM data while looking ahead to where the tool is going next, with block processing rates over 1,000 blocks per second recommended.
Programming quality directly determines whether the machine investment pays off—which is why single-setup capability is where skilled 5-axis programming delivers its clearest ROI.
The "Done in One" Setup Advantage
Single-setup machining means all features share one datum reference, eliminating cumulative tolerance stack-up across setups. Process capability for 30 parts produced on a five-axis machine versus a conventional machine will be higher on the five-axis by eliminating the human involvement required for part repositioning.
Measurable outcomes:
- 5-axis delivers ±0.005 mm vs. 3-axis ±0.025 mm—a five-fold improvement
- Production cycles reduced by 30%-60%; setup hours reduced by 40%-70%
Use Cases and Industries for 5-Axis Milling
Ideal part types:
- Turbine blades and impellers
- Orthopedic implants and surgical instruments
- Engine components and transmission parts
- Mold cavities with complex draft angles
- Structural aerospace brackets
- Any part requiring compound-angle features or free-form 3D surfaces
Primary industries:
- Aerospace and defense: Structural components, blisks (integrally bladed rotors), turbine blades. Suppliers report 92% first-pass yield rates milling turbine blades with 5-axis—a 35% improvement over 3-axis processes
- Medical device manufacturing: Implants, instruments, diagnostic equipment components
- High-performance automotive: Prototype and specialty components
- Precision mold and die work: Deep-pocket molds, tall-core molds, complex electrodes
The 5-axis machining centers segment is projected to grow at 6.09% CAGR (2024-2028), reflecting increasing demand across these sectors.
5-Axis vs 3-Axis: Which is Right for Your Operation?
Part geometry drives the decision. If all features sit on parallel or perpendicular faces, require no compound angles, and tolerances are achievable across multiple setups, 3-axis is typically the most economical path.
If the part requires undercuts, compound-angle surfaces, free-form contours, or five-sided access in a single setup, 5-axis isn't optional—it's necessary.
The Setup Math for Complex Parts
Calculate the real cost of multiple 3-axis setups: fixture cost, repositioning time, error rate, and tolerance risk. For high-complexity, low-to-medium volume parts, 5-axis often wins on total cost—not just capability.
On a three-axis machine, a part requiring machining on six sides may need to be moved by the operator seven times (load, reposition five times, unload). Each move risks error accumulation and adds labor time.
Total cost per part—not hourly machine rates—should drive your decision, as 5-axis capability often reduces fixture costs, setup time, and secondary operations. The incremental increase in costs for a five-axis machine compared to a three-axis machine will generally be absorbed quickly through increased efficiency.
Production Volume as a Factor
Volume interacts directly with that cost-per-part logic:
- 3-axis: More efficient for high-volume runs of simpler parts where setup time amortizes quickly across a large batch
- 5-axis: Delivers stronger ROI when part complexity is high, even at lower volumes, by eliminating labor and error costs from repeated repositioning
Situational Recommendations
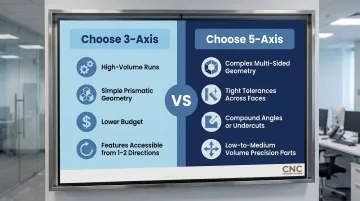
Choose 3-axis for:
- Prismatic components with parallel or perpendicular features
- General manufacturing and standard production work
- Budget-conscious prototyping
- Parts where geometry is fully accessible from one or two directions
Choose 5-axis for:
- Aerospace, medical, and precision mold work
- Applications where tight tolerances must be maintained across multiple part faces in a single run
- Complex geometries with undercuts, compound angles, or free-form surfaces
- Parts where setup reduction and elimination of cumulative tolerances are critical
The Middle Path: 3+2 Indexed 5-Axis
3+2 indexed 5-axis offers a lower-cost path to compound-angle capability for shops not yet ready for full simultaneous 5-axis investment. The machine rotates to a fixed position before cutting begins, which simplifies programming significantly while still unlocking access to angled features and multiple faces in one setup. For shops bridging the gap between standard 3-axis work and full multi-axis complexity, it's a practical middle ground.
Real-World Application: When the Axis Decision Changes Everything
TTI Machine, a precision manufacturing shop in Brooksville, Florida serving sprint car racing, aerospace, and defense industries, faced a common challenge: a complex aluminum "birdcage" component—forming left and right rear axle bearings on a sprint car—required 3-5 setups on their 3-axis equipment to machine a 2.250-inch pocket with difficult angles and compound-angle threaded holes.
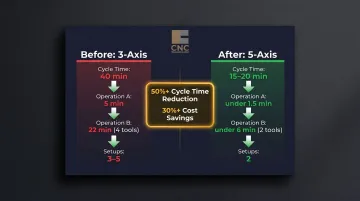
The challenge: Cycle time reached 40 minutes per part. One operation alone consumed 5 minutes; another required 22 minutes and four tool changes. Setup time and tool changes were eating into profitability, and tolerance consistency across setups was increasingly difficult to maintain.
The decision: TTI invested in a Doosan DVF 5000 5-axis machining center (DN Solutions).
Measurable outcomes:
- Cycle time reduced from 40 minutes to 15-20 minutes—over 50% reduction
- One operation cut from 5 minutes to less than 1.5 minutes
- Another operation reduced from 22 minutes (4 tools) to under 6 minutes (2 tools)
- Setups reduced from 3-5 to just 2
- Cost savings over 30%
- Tool life doubled: each insert now machines 40 parts at 100 cubic inches of material removal per part
The takeaway: If your production involves similar part types—components with compound angles, multiple feature orientations, or tight tolerance requirements across different faces—the axis configuration choice follows a predictable logic. For racing parts, aerospace brackets, or precision medical components, the setup reduction and tolerance improvement of 5-axis often justifies the investment within months.
That said, the machine investment only pays off when the programming matches its capability. TTI's results depended on toolpath strategies optimized for 5-axis movement—not just having the hardware. If you're evaluating whether 5-axis makes sense for your shop, CNC Programming Solutions provides 3-axis through 5-axis programming support, helping manufacturers develop toolpaths that translate machine capability into measurable cycle time and cost reductions.
Frequently Asked Questions
What are the differences between 3-axis and 5-axis CNC milling?
3-axis moves along X, Y, and Z with the workpiece stationary, while 5-axis adds two rotational axes that allow the tool or workpiece to be repositioned dynamically. This enables complex geometry, fewer setups, and superior surface finish in a single operation.
What does a 3-axis CNC mill do and what are its advantages?
A 3-axis mill cuts along three linear directions to produce flat surfaces, drilled features, and 2D/2.5D profiles. Its advantages include lower machine cost, simpler programming, faster setup for straightforward part geometries, and wider availability of skilled operators.
Is 5-axis CNC milling faster than 3-axis?
For complex parts, 5-axis is faster overall because it eliminates multiple setups and repositioning time, reducing total production time by 30%-60%. For simple parts, 3-axis may be faster per operation since programming and setup are more straightforward.
Is 5-axis CNC milling worth the investment compared to 3-axis?
5-axis is worth the investment for complex, high-precision, or multi-sided parts where setup costs and tolerance risks in 3-axis would be prohibitive. For simple, high-volume prismatic parts, 3-axis typically offers better ROI.
Can a 3-axis CNC machine produce complex parts?
3-axis can produce a wide range of complex profiles and features, but it cannot machine compound angles, undercuts, or five-sided geometry in a single setup. Parts that require features on multiple faces need multiple fixtures and setups, which raises cost and introduces cumulative error risk.
What industries benefit most from 5-axis CNC milling?
Aerospace, medical device manufacturing, high-performance automotive, and precision mold and die industries benefit most from 5-axis. These sectors demand complex geometries, tight tolerances (±0.005 mm), and superior surface finish — all achievable in a single setup.