5-axis CNC machining eliminates this friction. By moving a cutting tool and workpiece along three linear axes and two rotational axes simultaneously, it enables complex part geometries in a single setup. This guide covers what 5-axis machining is, how its configurations differ, what advantages it delivers, which industries rely on it, and how to determine whether your part actually needs it.
Key Takeaways
- 5-axis CNC machines move along three linear and two rotational axes simultaneously, producing complex geometries in a single setup
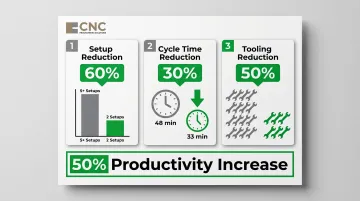
- Compared to multi-setup 3-axis workflows, 5-axis reduces setup time by 60%, cuts cycle time by 30%, and eliminates alignment errors between operations
- Aerospace, medical, automotive, and energy sectors rely on 5-axis where tight tolerances and complex surfaces are non-negotiable
- Not every part needs 5-axis — match axis configuration to part complexity or you'll pay for capability you don't use
What Is 5-Axis CNC Machining?
5-axis CNC machining is a subtractive manufacturing process where the cutting tool and workpiece move along three linear axes (X, Y, Z) and two rotational axes—typically A and B, or A and C—allowing multi-surface machining without manual repositioning. The rotational axes orient the workpiece or tool to the ideal cutting angle, maintaining optimal tool engagement throughout the cut.
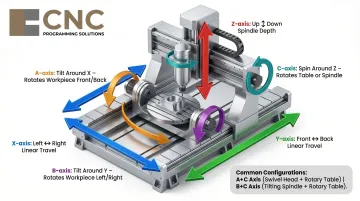
Each axis serves a specific function:
- X-axis: Left-right traverse
- Y-axis: Front-back movement
- Z-axis: Up-down motion
- A-axis: Rotation around the X-axis
- B-axis: Rotation around the Y-axis
- C-axis: Rotation around the Z-axis
A 5-axis machine uses all three linear axes plus any two of the three rotational axes, depending on machine configuration. Common setups include A+C on trunnion-table machines and B+C on swivel-head/rotary-table machines.
To understand why that flexibility matters, consider what 3-axis machining requires instead. Standard 3-axis CNC milling fixes the tool orientation, so accessing features on different faces means operators must manually reposition and re-zero the part multiple times—each setup introducing alignment risk and adding labor time.
The global multi-axis machining centers market reached $79.4 billion in 2024 and is projected to hit $134.9 billion by 2033, driven primarily by manufacturers seeking to eliminate these multi-setup workflows.
For shops competing on complex parts, 5-axis capability is no longer optional—it's the difference between pricing jobs profitably and losing them to competitors who can hold tighter tolerances in fewer setups.
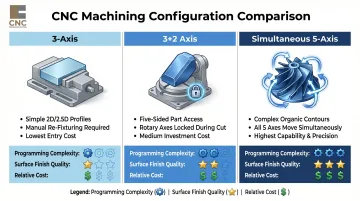
5-Axis Configurations: 3-Axis, 3+2, and Simultaneous 5-Axis Compared
3-Axis Machining
The cutting tool moves only in X, Y, and Z; the workpiece remains fixed. This works well for prismatic parts with accessible features—flat surfaces, 2.5D profiles, simple pockets—but requires manual re-fixturing for any feature on a secondary face. Each re-fixturing step introduces alignment risk, extends cycle time, and adds labor cost.
3+2-Axis (Positional 5-Axis) Machining
Where 3-axis machining hits its limits, 3+2 bridges the gap. Two rotational axes tilt and lock the workpiece into a fixed angle; the three linear axes then perform the cutting. The part is repositioned rather than continuously rotated — the rotary axes stay stationary during material removal, allowing five-sided access without full simultaneous motion.
Key advantages:
- Shorter, more rigid cutting tools reduce chatter and improve surface finish
- Simpler programming (conversational interfaces often sufficient; CAM not always required)
- Faster cutting speeds compared to simultaneous 5-axis
- Fewer setups than 3-axis while avoiding the programming complexity of full simultaneous motion
Simultaneous (True) 5-Axis Machining
For geometries that 3+2 still can't reach, simultaneous 5-axis is the answer. All five axes move in coordinated motion during the cut, allowing the tool to follow complex curved surfaces, undercuts, and compound angles continuously. This is essential for freeform surfaces like turbine blades, impellers, and orthopedic implants where constant tool-to-surface angle optimization is required.
The key technical differentiator is RTCP (Rotational Tool Center Point), or TCPM (Tool Center Point Management). RTCP automatically compensates for the tool's pivot length, keeping programming accurate regardless of tool length or angle changes — including the highly dynamic compensating movements the linear axes execute during continuous 5-axis cuts.
Configuration Comparison
| Feature | 3-Axis | 3+2-Axis | Simultaneous 5-Axis |
|---|---|---|---|
| Axes in motion during cutting | X, Y, Z only | X, Y, Z (A, B locked) | All five axes continuously |
| Typical use cases | Prismatic parts, simple profiles | Five-sided access, angled holes | Complex contours, turbine blades, implants |
| Programming complexity | Low | Medium (conversational often sufficient) | High (requires CAM and simulation) |
| Relative cost | Lowest | Medium | Highest |
| Surface finish | Standard | Better (shorter tools) | Best (optimized tool angle) |
| Tool life | Standard | Extended (less deflection) | Longest (optimal cutting angles) |
Key Benefits of 5-Axis CNC Machining
Single-Setup Machining
Eliminating multiple setups means datum references are preserved throughout the entire machining cycle. This directly reduces cumulative tolerance errors that occur each time a part is re-fixtured and re-zeroed on a 3-axis machine. DMG Mori benchmarked a specific comparison part and documented a 60% setup reduction (from more than five setups to two) and a 25% process accuracy increase—critical advantages for parts with tight geometric tolerances across multiple faces.
Superior Surface Finish
By continuously optimizing the tool's angle relative to the workpiece surface, 5-axis machining minimizes scallop height and tool vibration. Shorter cutting tools used in 5-axis setups reduce chatter, resulting in smoother surfaces that often require less post-machining finishing work.
Advanced tooling amplifies these benefits. Circle segment (barrel) cutters achieve 90%+ cycle time reduction versus ball-nose end mills, with productivity increases of 10x or more for 5-axis finishing operations. These cutters require 5-axis machines and specific CAM support but deliver dramatic throughput gains for mold making, orthopedic implants, and gas turbine blades.
Machining of Complex Geometries
Features that are physically impossible or impractical on 3-axis equipment become straightforward with 5-axis. This includes:
- Deep cavities and undercuts that 3-axis tools can't reach
- Curved channels and compound-angle features requiring continuous repositioning
- Sculptured turbine blade surfaces with tight aerodynamic tolerances
- Orthopedic implants with organic, freeform contours
For these part families, 5-axis machining isn't a premium option — it's often the only viable process.
Faster Cycle Times and Production Efficiency
Fewer setups mean less machine idle time, lower operator labor per part, and faster throughput overall. The same DMG Mori benchmark showed a 30% cycle time reduction (48 minutes to 33 minutes) and a 50% tooling reduction (17 tools to 8) for a representative comparison part.
One aerospace manufacturer achieved productivity increases of up to 50% after installing 5-axis universal machining centers with automation. The result: 24+ hours of continuous unattended operation while holding a 10-micron total tolerance band on diameters.
Extended Tool Life and Reduced Tooling Costs
Shorter, more rigid tools and optimal cutting angles reduce deflection, heat buildup, and wear — which means fewer tool changes and lower cost-per-part. The savings compound across longer production runs. Alcoa's facility achieved 30%+ tool cost reduction using 5-axis horizontal machining centers for titanium aerospace components, with a 60%+ cycle time reduction reported in the same project.
Industry Applications for 5-Axis Machined Parts
Aerospace and Defense
Turbine blades, structural airframe components, and engine housings require the complex contour machining and tight tolerances that 5-axis delivers. Aerospace parts are often machined from difficult materials like titanium and Inconel, where maintaining optimal cutting angles via 5-axis significantly reduces tool wear and improves part integrity.
The aerospace segment is projected to grow at 7.3% CAGR through 2033, the fastest among all segments, driven by demand for high-precision parts made from titanium and composites. Alcoa's titanium machining facility achieved processing methods nearly three times faster than previous methods using 5-axis horizontal machining centers.
Medical Devices and Implants
Orthopedic implants (hip cups, femoral stems, spinal components), surgical instruments, and diagnostic equipment components require smooth surface finishes, biocompatible material requirements, and tolerances often tighter than standard machining can reliably hold.
Surface finish requirements are exacting: articulating surfaces like femoral heads require Ra 0.010-0.015 μm, while surgical instruments need Ra < 0.8 μm for cleanability. Standard CNC machining achieves Ra 0.8-3.2 μm as-machined, making 5-axis simultaneous machining often the only viable process for complex organic geometries, followed by specialized polishing.

Automotive and Motorsport
Engine components, transmission housings, mold tooling, and high-performance suspension parts benefit from 5-axis machining's consistency and ability to hold tight tolerances across complex mating surfaces. Mold and die manufacturing for automotive injection molding also heavily relies on 5-axis capability.
The automotive segment held 39.7% of the multi-axis machining centers market in 2024, the largest share among all sectors. The shift toward e-mobility has increased aluminum component production, where 5-axis machines enable oblique holes in a single setup—critical for modern powertrain components.
Energy Sector
Drill bits, valve bodies, pistons, impellers, and turbine components for power generation and oil & gas rely on 5-axis machining for their complex geometries and the demanding material properties required in high-pressure, high-temperature environments. The transition from cast iron to forged steel for water turbine components uses 5-axis machining to increase efficiency and durability.
Industrial and General Precision Manufacturing
Beyond specialized sectors, precision manufacturing at large—robotics, automation, custom tooling, and complex fixtures—increasingly depends on 5-axis capability to consolidate setups and maintain dimensional consistency across production runs. Key reasons manufacturers make the shift:
- Fewer setups mean reduced fixturing time and lower risk of accumulated positioning error
- Complex geometries are completed in a single program rather than across multiple operations
- Consistent part quality across production runs without manual repositioning between setups
CNC Programming Solutions works with manufacturing companies across these industries, developing 5-axis toolpaths that optimize surface quality and cycle efficiency for components where standard 3-axis approaches fall short.
Design Considerations and Tolerances for 5-Axis Parts
Tolerance Capabilities
5-axis CNC machining typically achieves tighter tolerances than standard 3-axis setups due to single-setup datum preservation. Standard CNC machining holds ±0.005 in (±0.13 mm) tolerance, with precision machining achieving ±0.002 in (±0.051 mm) for features located from the same side. Reamed holes can reach ±0.0005 in (±0.013 mm).
These production tolerances apply ISO 2768-1-1989-f for metals and ISO 2768-1-1989-m for plastics. Actual tolerance depends on material, geometry, and machine calibration. High-end 5-axis systems have achieved volumetric accuracy <30 μm, positioning accuracy of 4 μm, and form/positional tolerances <3 μm under controlled conditions for semiconductor applications.
Design Best Practices
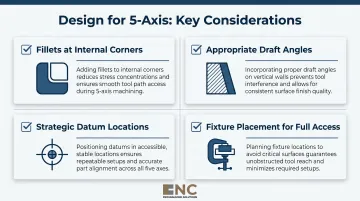
Unnecessary geometric complexity should be avoided—every added feature extends cycle time and tooling wear. Effective 5-axis part design includes:
- Fillets at internal corners to reduce stress concentrations and improve cutter engagement
- Appropriate draft angles for consistent tool access across angled surfaces
- Strategic datum locations so all critical features can be referenced without leaving the machine
- Fixture placement that keeps all faces accessible without tool interference
These design choices directly shape what the machine must do. To hold tight tolerances across all those setups, 5-axis machines use exceptionally rigid construction—often engineered with Finite Element Analysis (FEM) for optimal mass distribution—along with direct-drive servo motors and absolute positioning encoders that maintain accuracy under dynamic loading.
The Role of CAM Programming in 5-Axis Outcomes
The quality of 5-axis machining is highly dependent on the CAM toolpath strategy. Expert programmers use simulation tools to verify toolpaths, detect potential collisions, and optimize cutting parameters before a single chip is made. Poor programming can cause tool breakage, poor finishes, or dimensional errors.
CNC Programming Solutions' programmers specialize in developing intricate CNC programs for machines with up to 5 axes, using advanced software techniques that optimize toolpaths for both surface quality and cycle efficiency. That combination of simulation-driven verification and toolpath optimization is what separates a clean, on-spec part from costly rework.
When Does Your Project Actually Need 5-Axis Machining?
Clear Indicators 5-Axis Is the Right Choice
- Parts with features on multiple faces that share critical tolerances
- Undercuts or complex contours inaccessible at standard orientations
- Freeform surfaces requiring continuous tool angle optimization
- Low-to-medium volume runs where setup time reduction justifies the higher per-setup cost
- Compound-angle hole patterns that would require multiple complex fixtures on 3-axis equipment
- When 5-axis surface finish quality can eliminate manual hand-finishing benchwork
One documented shop achieved a 46% utilization increase after transitioning to 5-axis, successfully moving into high-level defense and space work—illustrating that setup elimination is typically the strongest primary ROI driver.
That said, 5-axis isn't the right fit for every job. Simpler geometry and high-volume runs often perform better on 3-axis or 3+2 setups.
When 3-Axis or 3+2 Is Likely Sufficient
- Prismatic parts with features on one or two faces
- High-volume simple geometry parts where per-part cost on a 3-axis machine is lower
- Scenarios where part geometry doesn't require multi-angle tool access
- Parts where standard 3-axis tolerances meet functional requirements
Practical Decision Framework
| Scenario | Recommended Approach |
|---|---|
| Features on 3+ faces with interdependent tolerances | 5-axis or 3+2 |
| Angled holes or curved/freeform surfaces | Simultaneous 5-axis |
| Five-sided access needs, no complex contours | 3+2 positional (more economical) |
| Prismatic part with simple profiles | 3-axis |
| Lead time is critical | 5-axis from solid (1-2 weeks vs. 2+ months for castings) |
| Fixture cost is prohibitive | 5-axis eliminates multiple complex fixture sets |
Frequently Asked Questions
What is the difference between 3-axis and 5-axis CNC machining?
3-axis machines move the tool in X, Y, and Z only, requiring manual repositioning for multi-face parts. 5-axis machines add two rotational axes, enabling multi-face and complex geometry machining in a single setup with fewer alignment errors and tighter tolerances.
What tolerances can 5-axis CNC machining achieve?
5-axis machining typically holds ±0.005 in (±0.13 mm) for standard work and ±0.002 in (±0.051 mm) for precision features, tighter than 3-axis due to single-setup datum preservation. Aerospace and medical parts regularly push into sub-±0.001 in territory, driven by material properties and feature geometry.
What is the difference between 3+2-axis and true simultaneous 5-axis machining?
In 3+2-axis (positional 5-axis), the rotational axes lock the part at a fixed angle before cutting begins. True simultaneous 5-axis moves all five axes dynamically during the cut—essential for complex curved surfaces and continuous contours like turbine blades and implants.
Is 5-axis CNC machining worth the cost for my project?
5-axis is most cost-effective when parts have complex geometries, tight cross-feature tolerances, or multi-face features where setup reduction, labor savings, and fewer error corrections outweigh the higher machine rate. Simpler parts often remain more economical on 3-axis equipment.
What materials can be machined with 5-axis CNC equipment?
5-axis machines work with a wide range of materials including metals (aluminum, stainless steel, titanium, Inconel), engineering plastics, and composites. Material choice affects tooling selection, cutting parameters, and achievable tolerances.
How does CAM programming affect 5-axis machining quality?
CAM programming directly determines toolpath efficiency, surface quality, and collision avoidance. Poor programming leads to tool breakage, poor surface finishes, or dimensional errors—problems that simulation-verified programs from experienced CNC programmers catch before the machine ever runs.