Introduction
Across aerospace, medical, and automotive sectors, tolerances have tightened while delivery windows have compressed and part geometries have grown more complex. The margin for error has essentially disappeared.
One out-of-tolerance component can halt an assembly line, trigger a costly recall, or create a direct safety liability.
CNC turned parts appear on every "best practices" list in precision manufacturing — and the measurable outcomes back that up: lower scrap rates, reduced rework costs, faster delivery timelines, and reliable assembly fit. What follows is a specific, operational breakdown of where each advantage delivers the highest impact.
TLDR
- CNC turned parts are precision cylindrical components machined on computer-controlled lathes with programmable accuracy down to micron-level tolerances
- Key advantages: unmatched dimensional precision, high repeatability at volume, meaningful cost savings through reduced scrap/rework, and flexibility across diverse materials
- Advantages compound at scale—higher volume means greater waste reduction, consistency, and speed savings
- Aerospace, medical, and automotive industries depend on CNC turned parts where failure carries significant consequences
- Maximum value requires expert programming, validated processes, and integrated finishing services
What Are CNC Turned Parts?
CNC turned parts are precision components created by rotating a workpiece at high speed on a computer-controlled lathe while a cutting tool removes material to achieve a programmed geometry. The result is a dimensionally accurate, cylindrical or axially symmetric component produced to exact specifications without operator variance.
The workpiece rotates, the cutting tool remains stationary, and G-code programs generated from CAD/CAM models control every cut, pass, and feature. CNC turning is the most common process for metal cutting, spanning applications from simple shafts to complex medical implants.
Typical CNC turned parts include:
- Shafts, bushings, and pins
- Valve bodies and connectors
- Threaded components
- Medical implants
- Hydraulic components
- Aerospace structural elements
These components serve automotive, aerospace, electronics, medical device, and industrial machinery sectors. That breadth of demand shows up in the numbers: the global CNC machining and turning centers market was valued at $25.99 billion in 2023 and is projected to grow at 6.6% CAGR through 2030, driven by consistent need for tight-tolerance components across industries.
Understanding what these parts are — and where they're used — makes it easier to evaluate the specific advantages CNC turning delivers over alternative manufacturing methods.
Key Advantages of CNC Turned Parts in Precision Manufacturing
The advantages below connect directly to outcomes manufacturers actively track: scrap rate, rework cost, cycle time, dimensional conformance, and production yield. Each advantage maps to a specific, trackable number on your production floor.
Advantage 1: Unmatched Precision and Tight Tolerances
CNC turning operates from G-code programs generated from CAD/CAM models. Every cut, every pass, and every feature executes to the exact programmed dimension—not approximated by a human operator. The machine doesn't fatigue, drift in judgment, or vary between shifts the way manual operations inevitably do.
How this plays out in practice:
Complex features like threads, grooves, tapers, and stepped diameters are machined to micron-level tolerances consistently. Standard CNC machining achieves tolerances of ±0.001" to ±0.005", with tight-tolerance operations reaching ±0.0005" and precision Swiss lathes achieving ±0.0001" in specialized applications. These tolerance ranges satisfy the most demanding aerospace and medical specifications.
Why this is an advantage:
Tight tolerances mean parts fit into assemblies without shimming, rework, or modification—reducing downstream assembly time and eliminating costly non-conformance. The cost of poor quality in manufacturing ranges from 5% to 35% of sales revenue, with aerospace applications specifically seeing COPQ between 5% and 30% of total global sales. Dimensional failures represent a major financial drain.
In safety-critical applications, precision removes risk at the source. Boeing's integration of CNC technology reduced part rejection rates by 27%, and the Aerospace Industries Association reports precision manufacturing reduces assembly-related defects by up to 30%.

KPIs impacted:
- Dimensional conformance rate
- Scrap/rework rate
- Assembly rejection rate
- First-pass yield
- Cost-per-good-part
When this advantage matters most:
Precision advantage peaks when part tolerances are ±0.001" or tighter, when parts interact with other precision components in an assembly, and when failure consequences are high—safety-critical, medical-grade, or aerospace applications where a single out-of-tolerance part isn't just rework, it's a liability.
Advantage 2: Consistency and Repeatability at Production Scale
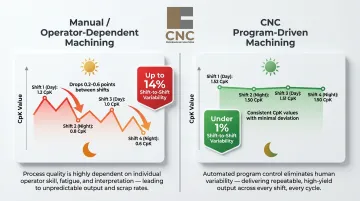
Because CNC turning operates from the same digital program every cycle, the 1,000th part produced is dimensionally identical to the 1st. Manual machining simply cannot sustain this level of consistency across volume.
How this plays out operationally:
Once a program is validated and first-article inspection passes, the machine can run unattended through high-volume batches, producing identical parts without drift or operator variance. Multi-axis turning centers with live tooling can perform multiple operations in one setup, further reducing variability from part re-fixturing.
Process capability (CpK) can drop 0.2 to 0.6 points between best and worst shifts in operator-dependent environments. CNC automation eliminates this variance. One aerospace shop reduced its shift-to-shift yield gap from 14% to less than 1% over 11 months by standardizing CNC operator protocols, demonstrating how program-driven consistency mitigates human variability.
Why this is an advantage:
Repeatability makes CNC turning suitable for mass production and JIT (just-in-time) supply chains. Automotive OEMs and electronics manufacturers depend on zero-variation components. Even one out-of-tolerance part can halt an assembly line, causing production delays, missed delivery schedules, and wasted resources.
Scalability is predictable: manufacturers can go from prototype to high-volume production using the same validated CNC program, meaning ramp-up is controlled and consistent.
KPIs impacted:
- Part-to-part variation
- Production yield
- Batch rejection rate
- Output volume per shift
- Setup time
When this advantage matters most:
Repeatability advantage scales with volume—it delivers maximum value in high-volume production runs, multi-shift operations, and applications where interchangeability of parts across assemblies is required.
Advantage 3: Cost Efficiency Through Reduced Scrap and Rework
CNC turning's precision directly reduces material waste. Parts are machined from bar or tube stock with efficient tool paths, and the elimination of operator error means fewer out-of-tolerance parts that must be scrapped or reworked.
The cost dynamic:
While CNC setup and programming carry upfront costs, per-part cost drops significantly at volume. The absence of rework, replacement parts, and assembly delays removes hidden costs that erode margin. Scrap tagged as "operator error" accounts for 40-60% of total scrap cost in high-mix CNC environments—program-driven automation mitigates this waste.
Real-time monitoring can reduce scrap rates by 30-37% within three months. One automotive powertrain plant cut overall scrap by 41% in one year through improved training and standardized shift handover protocols. An orthopedic implant supplier traced 42% of surface-finish rejects to chip recutting on the night shift—problems that automated, validated CNC programs eliminate.

Lead time advantage:
Automated CNC turning runs faster than manual alternatives, shortening production cycles, speeding time-to-delivery, and allowing manufacturers to respond quickly to order changes without shutting down a production line.
KPIs impacted:
- Cost-per-part
- Scrap rate
- Rework hours
- Material utilization rate
- Lead time
- On-time delivery rate
Advantage 4: Material and Design Flexibility
CNC turning is compatible with a wide range of materials—aluminum, steel, stainless steel, brass, titanium, copper, and engineering-grade plastics like PEEK and nylon. Materials are divided into six major ISO groups: steel (ISO P), stainless steels (ISO M), cast iron (ISO K), non-ferrous metals (ISO N), superalloys and titanium (ISO S), and hardened steels (ISO H). The same production process can serve different application requirements without switching to a different manufacturing method.
Multi-axis versatility:
Approximately 60% of turned parts require subsequent machining operations such as slots, grooves, or bolt holes. Modern turn-mill centers integrate secondary operations—drilling, milling, tapping—in a single setup, allowing complex geometries that would otherwise require multiple machines and handoffs. This reduces lead time and eliminates alignment error between operations.
Turn-mill machines combine turning and 5-axis milling in a single workspace, delivering 6-sided complete machining in one clamping. Tool magazines hold up to 180 tools, and CNC programmers can develop complex programs for machines with up to 5 axes—all within one controlled setup.
Beyond geometry, surface performance matters. Finishing operations like bead blasting, vibe deburring, anodizing, and powder coating extend part functionality after machining—capabilities CNC Programming Solutions provides as part of a complete production workflow.
What Happens When CNC Turning Is Ignored or Underpowered
When CNC turning is absent, underutilized, or poorly executed, manufacturers face predictable consequences:
Inconsistent part dimensions trigger assembly failures downstream, forcing rework at the point of integration rather than at the source. Hidden costs include machine recalibration, quality checks, idle labor, warranty claims, field service costs, and supply chain strain.
Higher scrap rates follow as operator variance introduces dimensional drift across production runs, wasting raw material and machine time. Tool life variance can range from 180 pieces per edge on day shift to just 92 pieces on weekend shifts in the same facility.
Late-stage quality failures mean defects surface after parts have already moved downstream, making correction far more expensive. In aerospace and medical, a single bad pallet reaching a customer can erase a full month of profit on that job.
Compounding per-part costs as rework hours, material waste, and delivery delays stack up—with no offsetting productivity to show for it. COPQ can account for 15–20% of total sales in mature manufacturing operations.
Unreliable volume scaling because manual processes introduce variation the moment throughput increases—quality risk grows with every additional shift or operator.
The pattern is consistent: each gap in CNC turning capability compounds the next, turning isolated production problems into systemic cost drains.
How to Get the Most Value from CNC Turned Parts
CNC turning delivers its full advantage when treated as an engineered system — built on intentional programming, validated processes, and consistent quality review at every stage.
Three conditions maximize CNC turning value:
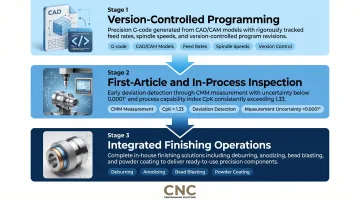
****1. Version-Controlled Programming
Expert programmers create G-code from CAD/CAM models, controlling machine coordinates, feed rates, and spindle speeds. When customer designs change mid-production, version-controlled program updates maintain consistency across production runs.
****2. First-Article and In-Process Inspection
This catches deviation early, before entire batches are affected. Aerospace applications typically require CpK values exceeding 1.33 to demonstrate adequate process control, with CMM measurement uncertainty below 0.0001".
****3. Integrated Finishing Operations
Deburring, surface treatments, and coating extend part functionality and surface performance. CNC Programming Solutions handles bead blasting, vibe deburring, anodizing, and powder coating in-house — so parts move from programming to final delivery without handoff gaps.
The most consistent outcomes come from treating CNC turning as an ongoing, managed process — with regular program reviews, tooling audits, and supplier-level quality accountability built in from the start.
Conclusion
The advantages of CNC turned parts—precision, repeatability, cost efficiency, and design flexibility—are not abstract claims. They are operational outcomes that directly affect quality metrics, production costs, and delivery performance.
Those outcomes compound over time. A manufacturer that invests in well-programmed, consistently executed CNC turning builds a production foundation that scales reliably and reduces quality risk as volume grows.
Market data reflects that trajectory. The Gardner Business Index for Precision Machining reached 57.0 in February 2026, with the Future Business Index at 71.8—indicating continued expansion and strong demand for precision turned components.
The right programming, process, and finishing support determines whether those advantages are captured or eroded by poor execution. Getting that combination right is where the actual work—and the actual return—lives.
Frequently Asked Questions
What are CNC turned parts (precision-turned components)?
CNC turned parts are precision cylindrical components produced on computer-controlled lathes. A rotating workpiece is shaped by a programmed cutting tool to achieve exact dimensions, threads, grooves, or other features — with tolerances as tight as ±0.001" or better.
What are CNC turned parts used for?
Common applications include shafts, bushings, pins, connectors, valve bodies, medical implants, and aerospace structural components. Automotive, aerospace, electronics, medical device, and industrial machinery manufacturers all rely on CNC turned parts for tight-tolerance, repeatable production.
How do CNC turned parts differ from other precision machining methods?
CNC turning rotates the workpiece while the cutting tool remains stationary, making it ideal for cylindrical and axially symmetric geometries. CNC milling rotates the tool while the workpiece is fixed. Turning offers faster cycle times and higher repeatability for round parts than most alternative methods.
What are the advantages of CNC turning over conventional machining?
CNC turning eliminates operator variance, replicates programs identically across thousands of parts, and reduces scrap through automated operation. Manual turning simply cannot match this precision or repeatability at production volume.
Which CNC machine is best suited for producing high-precision CNC turned parts for aerospace components?
Multi-axis CNC turning centers (4- or 5-axis) with live tooling are typically preferred for aerospace components. They handle complex geometries, tight tolerances, and difficult materials like titanium in a single setup — reducing fixturing error and improving dimensional consistency throughout production.
What are the different types of CNC turning machines?
CNC turning machines fall into four main categories: 2-axis lathes (standard turning), multi-axis turning centers (3, 4, or 5 axes with live tooling for combined milling/drilling), Swiss-type lathes (for small, slender parts with tolerances down to ±0.0005"), and vertical turning lathes (for large-diameter workpieces).