Introduction
In aerospace assembly, a single bore hole misaligned by 0.002 inches can ground an entire turbine assembly. A medical implant that drifts 0.0005 inches outside tolerance gets rejected before it reaches the operating room. An automotive transmission component machined to standard tolerances may assemble correctly yet fail catastrophically at 80,000 miles.
These aren't hypothetical scenarios. They're the real-world consequences that separate high precision CNC machining from standard machining operations.
This guide covers what high precision CNC machining is, how the process works from CAD model to finished component, which machines and materials are involved, and why dimensional accuracy at the micron level determines product performance, regulatory compliance, and production cost across aerospace, medical, automotive, and electronics manufacturing.
TLDR:
- High precision CNC machining achieves tolerances of ±0.0002 to ±0.0005 inches (5–12 microns), roughly 100x tighter than standard CNC
- Multi-axis machines cut setups by 60% and improve accuracy by 25% over 3-axis operations
- Swiss lathes hold ±0.0001 inch tolerances on slender parts with L:D ratios up to 30:1
- Material machinability ranges from 90% (aluminum) to 12% (Inconel), affecting achievable tolerance and cost
- CNC produces 500 identical units with zero dimensional deviation versus 0.127 mm drift across manual machining runs
What Is High Precision CNC Machining?
High precision CNC machining is a computer-controlled subtractive manufacturing process that removes material according to CAD/CAM instructions to produce parts with extremely tight dimensional tolerances. What distinguishes it from standard CNC machining is the tolerance range it targets.
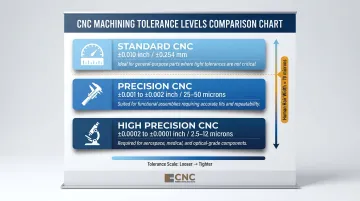
Standard CNC machining operates at ±0.010 inch (±0.254 mm) baseline tolerance. Precision machining is commonly benchmarked at ±0.005 inch (0.127 mm). High precision machining operates tighter:
- ±0.001 to ±0.002 inch (25-50 microns): readily achievable in production
- ±0.0002 to ±0.0005 inch (5-12 microns): regularly held by precision shops
- ±0.0001 inch (2.5 microns): achievable with controlled environments and specialized equipment
The mechanism behind this precision is Computer Numerical Control. G-code instructions define motion geometry — G00 for rapid positioning, G01 for linear cuts, G02/G03 for circular interpolation — while M-code handles machine functions like spindle start (M03/M04), tool changes (M06), and coolant control (M08/M09).
Together, these programmed instructions govern tool path, feed rate, spindle speed, and depth of cut with digital repeatability. That consistency is what eliminates the operator-dependent variability inherent in manual machining.
What makes high precision CNC machining useful at scale is that the same program produces the same result on part one and part ten thousand. For manufacturers working in aerospace, medical devices, or tight-fit mechanical assemblies, that repeatability is the baseline requirement — not a bonus feature.
The High Precision CNC Machining Process: Step by Step
Designing and CAD Modeling
Precision starts at the design stage. Engineers create detailed 3D CAD models using software like SolidWorks or AutoCAD, specifying dimensions, tolerances, and features. Design for Manufacturability (DFM) must be applied here—poorly designed features with unnecessarily tight tolerances drive up cost without improving function.
A bearing surface requiring ±0.0002 inch tolerance serves a clear functional purpose. Specifying that same tolerance on a non-critical mounting hole wastes machining time and increases scrap risk.
CAM Programming and G-Code Generation
CAM software converts the CAD model into machine-readable G-code and M-code, simulating optimal tool trajectories to minimize interpolation errors and tolerance stack-ups. The quality of CNC programming directly determines how faithfully the machine reproduces the design.
Well-optimized programs reduce cumulative error, control tool engagement to prevent overload, and maintain consistent results across full production runs. Programming expertise for machines with up to 5 axes is where tolerance targets are either protected or compromised before a single cut is made.
Machine Setup and Work Holding
Two critical setup tasks—tool selection and workholding—can introduce errors that no amount of precision cutting can correct. Improper fixturing or tool misalignment creates dimensional drift that compounds across features. Automatic Tool Changing (ATC) systems address this by replacing cutters within 3 seconds, reducing variation from manual tool swaps and enabling rapid traverse speeds up to 60 meters per minute for fast job switching.
Machining the Part
The machine executes the CNC program with the operator monitoring and fine-tuning parameters—spindle RPM, feed rate, depth of cut—in real time. Multi-axis capability reduces the number of setups, preserving geometric accuracy across complex features.
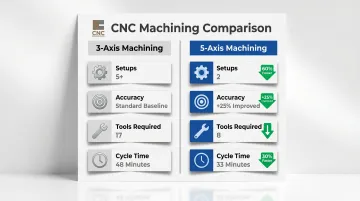
DMG Mori's whitepaper documents moving from 3-axis to 5-axis machining on a specific component:
- Setups reduced from >5 to 2 (60% fewer)
- Process accuracy improved 25%
- Tools required dropped from 17 to 8
- Cycle time cut from 48 to 33 minutes (30% reduction)
Each additional setup introduces re-fixturing alignment error — and those errors stack.
Post-Processing and Surface Finishing
Machining brings parts to near-final dimensions; finishing operations close the remaining gap to specification. Grinding and deburring hit final dimensional tolerances. Surface finishing techniques—bead blasting, vibe deburring, anodizing, powder coating—improve functional performance and aesthetics.
For hydraulic rods, rotating components, and sliding assemblies, surface finish is not cosmetic—it is a functional specification. CNC Programming Solutions' finishing services provide a complete path from raw machined part to production-ready component, addressing both dimensional accuracy and surface roughness requirements in a single workflow.
Types of High Precision CNC Machines
Machine selection depends on part geometry, material, and tolerance requirements. Each machine type is optimized for specific tasks. Combining them in a workflow reduces tolerance drift from excessive part handling.
CNC Milling Machines
CNC mills use a rotating cutting tool moving across a stationary workpiece along multiple linear and rotational axes. Vertical machining centers position the spindle above the workpiece; horizontal centers orient it parallel to the table, improving chip evacuation and enabling heavier cuts on large parts.
4-axis mills add rotational A-axis capability for helical features, cam lobes, angled holes, and continuous rotary profiling, eliminating manual repositioning for features on multiple sides.
5-axis mills combine three linear axes with two rotational axes, allowing the cutting tool to approach the workpiece from virtually any angle in a single setup. DMG Mori 5-axis machining centers achieve:
- Positioning accuracy: 4 microns
- Volumetric accuracy: better than 30 microns
- Measuring repeatability: 0.8 microns
This precision enables complex 3D contours, undercuts, deep cavities, and compound angles achievable within tight dimensional specs.
CNC Turning and Lathes
CNC lathes rotate the workpiece while a stationary tool removes material, purpose-built for axially symmetrical parts—shafts, cylinders, threaded components. Standard 2-axis lathes operate efficiently for high-volume cylindrical parts with tolerances around ±0.001 inch.
Swiss-style CNC lathes minimize deflection for long, slender, or micro-scale parts. PrecisionX MFG documents Swiss lathe capabilities:
- Routine tolerance: ±0.0005 inch (12.7 microns)
- Ultra-precision (controlled environments): ±0.0001 inch (2.5 microns)
- L:D ratio: up to 30:1 versus 4:1 for conventional lathes
- Surface finish: Ra 0.2 µm without secondary operations
- Minimum hole diameter: 0.1 mm; minimum groove width: 0.05 mm
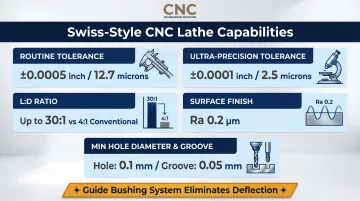
The guide bushing system supports the workpiece close to the cutting tool, eliminating the deflection that limits conventional lathes on slender parts.
Electrical Discharge Machines (EDM)
EDM is a non-contact process using controlled electrical sparks to erode conductive material. It's suitable for hardened metals (titanium, tungsten) and intricate geometries (molds, dies) where mechanical cutting would introduce stress or is impossible.
EDM surface finish capabilities include:
- Oil wire cutting: Ra 0.2 µm
- Sinker EDM: Ra 0.2-0.3 µm
- Standard EDM: Ra 0.6-0.8 µm
For mold makers and die shops, EDM is often the only viable path to sharp inside corners and complex internal features on fully hardened alloys.
CNC Precision Grinders
Grinders are post-processing precision machines that remove micro-layers of material to achieve final surface roughness. Metal Cutting Corporation reports:
- Honing: Ra 0.03 µm (1 µin)
- Flat lapping: Ra 0.10 µm (4 µin)
- Surface grinding: Ra 0.20 µm (8 µin)
Specify grinding when your design calls for surface finishes below Ra 0.4 µm, or when parts must hit final dimensional tolerances after heat treatment — attempting this with milling or turning alone on hardened material will cost you both tools and time.
Materials for High Precision CNC Machining
Metals
Material hardness and thermal behavior directly affect achievable tolerance. Common precision-machined metals include:
Aluminum alloys carry a machinability rating around 90% versus 100% for free-cutting steel. Aluminum is easy to cut but prone to thermal expansion during machining, requiring careful temperature control to hold tolerances of ±0.003 to ±0.005 inch.
Titanium alloys present low machinability due to work hardening (the material hardens if the tool rubs instead of cuts) and low thermal conductivity (heat concentrates at the tool-chip interface). Titanium requires micro-grain carbide with specialized coatings, high-pressure flood coolant (1,000+ PSI), and variable helix end mills to suppress chatter.
Stainless steel demands rigid setups and carbide tooling but machines predictably when feeds and speeds are properly controlled.
Inconel superalloys represent the most challenging materials. Seather Technology documents Inconel 718's machinability:
- AISI machinability index: 12% (versus 100% baseline)
- Tool tip temperatures: up to 900°C
- Recommended cutting speed: 60-100 SFM
- Tooling: sub-micron grain carbide with TiAlN/AlTiN coatings, ceramic inserts for finishing, CBN for hard turning
Cryogenic cooling can lower cutting temperature by up to 27%, extending tool life and improving surface finish on Inconel components.
Brass and copper offer high machinability but require attention to burr formation and tool sharpness to maintain edge quality.
Engineering Plastics
Metals aren't the only precision-machined materials that demand close process control. Engineering plastics like PEEK, Delrin, Nylon, and Polycarbonate are machinable to tight tolerances — but heat sensitivity requires slower cutting speeds and careful chip evacuation.
PEEK (Polyetheretherketone) is fully machinable with uncoated standard carbide tooling. It carries a continuous working temperature above 482°F, tensile strength of 90 MPa, and moisture absorption of just 0.1% — making it one of the most dimensionally stable engineering plastics available. Common applications include medical implants, aerospace components, semiconductor equipment, and high-performance bearings.
The table below summarizes key machining and application considerations for the four most common precision plastics:
| Material | Key Properties | Primary Applications | Watch Out For |
|---|---|---|---|
| PEEK | High temp resistance, low moisture absorption, chemically inert | Medical implants, aerospace, semiconductor equipment | Heat buildup — use slower speeds |
| Delrin (POM) | High stiffness, low friction, excellent dimensional stability | Gears, bearings, precision mechanical parts | Surface smearing at high speeds |
| Nylon | Good machinability, moderate strength | Dry/indoor mechanical parts | Hygroscopic — absorbs up to 7% moisture, causing warping |
| Polycarbonate | Extremely tough, highly machinable | Enclosures, lenses, structural parts | Heat sensitivity; use vapor smoothing for optical clarity |

Material Selection Criteria
Choose material based on functional requirements — hardness, corrosion resistance, weight, biocompatibility — balanced against machinability ratings and cost. Late material selection is a leading driver of unnecessary machining cost. Specifying Inconel when aluminum or stainless steel meets functional requirements adds tooling expense, longer cycle times, and higher scrap risk — with no performance gain.
Key Benefits of High Precision CNC Machining
Accuracy and Repeatability at Scale
CNC automation runs the same programmed instructions identically across every part. Xometry reports CNC machining produces 500 units with zero dimensional deviation, while manual machining introduces deviations up to 0.127 mm across successive parts. This eliminates operator variability that accumulates across a batch, enabling consistent production from a single prototype to hundreds of thousands of components.
Reduced Waste and Lower Total Cost
Optimized tool paths and precise material removal minimize off-cuts and scrap. While per-hour CNC machining costs are higher than manual methods, reduced rework, fewer defective parts, and faster cycle times lower the total per-part cost over a production run. Three techniques further reduce raw material consumption:
- Near-net-shape machining — starting with blanks that closely resemble the final part
- Nesting software — optimizes layout across sheet stock to minimize off-cuts
- Adaptive clearing — maintains constant tool engagement to reduce excess passes
Complex Geometries Without Multiple Operations
5-axis CNC machining allows five sides of a part to be machined in a single setup, eliminating repositioning and re-fixturing that introduce tolerance errors. The DMG Mori data confirms that reducing setups from >5 to 2 improves accuracy by 25%. This makes previously unmakeable geometries—turbine blade profiles, custom orthopedic implants, complex mold cavities—achievable within tight dimensional specs.
Superior Surface Finish Quality
High precision machining combined with post-processing finishing services delivers surface finishes that meet both dimensional and functional requirements. For hydraulic components, rotating assemblies, and medical implants, surface roughness is as critical as dimensional tolerance. Common post-machining processes include bead blasting, vibratory deburring, anodizing, and powder coating, each selected based on the functional and environmental demands of the application.
Flexibility Across Production Volumes
Precision CNC machining scales from low-volume prototype runs to high-volume production without retooling, making it suitable for just-in-time manufacturing strategies. This flexibility is valuable for OEM manufacturers who need to test designs before committing to large production runs or injection molding tooling.
Industries and Applications of High Precision CNC Machined Parts
High precision CNC machining is the go-to process when dimensional accuracy, surface finish, and part consistency directly affect performance or safety — and the industries below illustrate exactly why.
Aerospace components — turbine blades, structural housings, and fuel nozzles — leave no margin for error. Inconel superalloys dominate jet engine and rocket motor applications due to their extreme heat resistance (melting points 1,260–1,430°C). AS9100 certification is required for any shop producing aerospace components, ensuring quality management systems meet the industry's strict standards.
Medical device manufacturing demands biocompatible materials and tight dimensional control. FDA 21 CFR Part 820 and ISO 13485 govern machined components, with Cpk values of 1.33 or greater typically required. Process validation via IQ/OQ/PQ is mandatory.
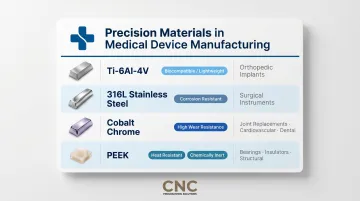
Common materials and their applications include:
- Ti-6Al-4V — orthopedic implants
- 316L stainless steel — surgical instruments
- Cobalt chrome — joint replacements, cardiovascular devices, dental implants
- PEEK — bearings, insulators, structural components
Automotive manufacturers use precision machining for engine components, transmission parts, and braking systems. High-volume production demands consistent dimensional accuracy across thousands of parts to ensure proper assembly fit and long-term durability.
Electronics applications require heat sinks, PCB enclosures, and sensor housings. MFG Solution documents tolerances as tight as ±0.005 mm and surface finishes below Ra 0.4 µm for thermal management components — with RoHS compliance and cleanroom packaging required for semiconductor work.
Precision CNC machining matters just as much in prototyping as in full production. Teams use machined prototypes to validate geometry, assembly clearances, and material behavior before committing to tooling costs for injection molding or die casting.
Frequently Asked Questions
What is high precision CNC machining?
High precision CNC machining is a computer-controlled subtractive manufacturing process that produces parts to extremely tight tolerances—typically ±0.0002 to ±0.0005 inch (5-12 microns). It combines automated CNC control with precision engineering to deliver repeatable, micron-level accuracy across production volumes.
How precise can high precision CNC machining be?
Most production environments achieve ±0.0002 to ±0.0005 inch (5-12 microns), with specialized Swiss lathes reaching ±0.0001 inch (2.5 microns) under controlled conditions. Achievable precision depends on machine type, material, part geometry, and programming quality.
Can you CNC machine PEEK?
Yes, PEEK is fully machinable with standard carbide tooling (uncoated preferred). Its heat resistance (continuous working temperature exceeding 482°F) and biocompatibility make it common in medical implants, aerospace components, and semiconductor equipment. Slower cutting speeds are needed to manage heat buildup during machining, and coolant (water-based or oil-based) helps maintain dimensional stability.
What is the difference between CNC machining and precision machining?
CNC machining refers to computer numerical control—the automation method using programmed G-code and M-code instructions to control machine tool movements. Precision machining emphasizes the tight tolerance and accuracy standards achieved (typically ±0.005 inch or better). High precision CNC machining combines both, using automated control to consistently hit micron-level tolerances at scale.
What industries rely most on high precision CNC machining?
Aerospace, medical devices, automotive, and electronics depend most heavily on high precision CNC machining. Each sector enforces strict dimensional and surface finish standards—from AS9100 certification in aerospace to FDA 21 CFR Part 820 compliance in medical devices—where tolerance failures carry significant safety or regulatory consequences.
How does CNC programming affect machining precision?
CNC programs control every tool movement, speed, and depth of cut through G-code and M-code instructions. Well-optimized programs minimize rounding errors, reduce tolerance stack-ups through efficient tool path planning, and enable consistent results across full production runs. Programming quality directly determines how faithfully the machine reproduces the CAD design—poor programming introduces cumulative error that tight machine tolerances cannot overcome.