This guide covers what CNC machining means for automotive manufacturing, why manufacturers rely on it, which parts it produces, the materials involved, its growing role in electric vehicle (EV) production, and how programming quality determines final part outcomes.
Key Takeaways
- CNC machining produces automotive components across every system — engine, transmission, suspension, brakes, and trim — all to tight tolerances
- Precision, repeatability, and multi-material capability (aluminum, steel, titanium) make CNC the default choice for automotive production
- Supports the full product development cycle, from early prototypes through high-volume production runs
- EV manufacturing demands tighter-tolerance CNC-machined components for battery housings, motor housings, and lightweight structural parts
- CNC programming quality determines whether a part meets spec — it drives accuracy, surface finish, and cycle time equally
What Is CNC Machining in the Automotive Industry?
CNC (Computer Numerical Control) machining is a subtractive manufacturing process where pre-programmed computer instructions control machine tools to cut, mill, turn, drill, or grind raw material into finished parts. Unlike manual machining, CNC eliminates human operation variability, enabling repeatable consistency across thousands of identical parts.
That consistency is exactly what automotive manufacturing demands. Producing thousands of identical components in hardened steel or aerospace-grade aluminum leaves no room for drift — tolerances must hold across every part, every run. CNC delivers on four fronts that matter most to auto manufacturers:
- Micron-level accuracy on safety-critical components like brake calipers and engine blocks
- High-volume repeatability without dimensional degradation across long production runs
- Material versatility across steel, aluminum, titanium, and engineering plastics
- Dimensional integrity under the thermal and mechanical stress of real operating conditions

The National Institute of Standards and Technology (NIST) notes: "Without CNC technology and the skills to operate it, manufacturers are unable to compete in local or international markets." The sections below break down exactly how that competitive edge plays out — from the specific parts CNC produces to the tolerances and materials involved.
Why Automotive Manufacturers Rely on CNC Machining
Precision and Tight Tolerances
Automotive components—especially engine and transmission parts—must meet tolerances as tight as ±0.01 mm. The average car comprises approximately 30,000 individual parts, each of which must perform safely under the stresses of a vehicle weighing roughly 4,000 pounds.
In moving parts, even slight dimensional variation causes friction, vibration, or misalignment. ISO 2768 Fine tolerance class is recommended for high-precision automotive components where exact fit is critical:
- 0.5 to 3 mm nominal: ±0.05 mm
- Over 6 to 30 mm: ±0.1 mm
- Over 30 to 120 mm: ±0.15 mm
In EV motor housings, the stakes are even higher. A concentricity deviation as small as 0.015 mm can cause rotor imbalance, reduce motor efficiency by 2-3%, and lead to premature bearing wear.
Repeatability at Production Scale
Computer-controlled programs produce part #10,000 to the same specification as part #1, which is essential for assembly line consistency. Once programmed, CNC machines eliminate human error and fatigue, ensuring every component meets blueprint specifications regardless of production volume.
Reprogramming also enables rapid changeover between part types on the same machine. A single machining center can produce cylinder heads in the morning and brake calipers in the afternoon by loading a different program. No retooling required.
Automation and Speed
CNC machines run continuously with minimal human intervention. Robotic arms load and unload parts, allowing manufacturers to meet high-volume demand without expanding the workforce. The production data below shows what that looks like in practice.
A documented case study from FANUC America shows how Swivellink automated machine tending using robots, achieving:
- 33% increase in production efficiency
- Throughput increased from 100 parts to over 150 parts per 8-hour shift
- 1,500 parts per week (2 shifts, 5 days)
- 1.5 minutes saved per part
- ROI achieved in 33 weeks
Kaufman Manufacturing reports even more impressive throughput on automotive components:
- Cast iron steering knuckles: one part every 35 seconds using two unattended machines
- Oil filter plates: up to 1,206 parts per hour
- Bearing caps (Ford): 400 to 530 parts per hour at 1.67 Cpk

Complex Geometry Capability
Multi-axis CNC machines (3-, 4-, and 5-axis) machine intricate contours, undercuts, and internal features in a single setup. This capability enables parts like cylinder heads and crankshafts that would be impractical with traditional methods.
A 5-axis machine combines three linear axes (X, Y, Z) with two rotational axes, allowing the cutting tool to approach the workpiece from any required angle. This eliminates repositioning errors and prevents tolerance drift that accumulates across multiple setups.
Design Flexibility and Rapid Iteration
Design changes in CAD/CAM software translate directly into updated machine instructions. Automotive engineers can iterate part designs quickly without retooling, compressing development cycles that once took weeks into days.
A typical revision follows three steps:
- Update the CAD model with the design change (added ribs, repositioned holes, revised geometry)
- Regenerate toolpaths in CAM software and validate for collisions
- Load the new program — the same machine that cut the original prototype produces the revised version within hours
Automotive Parts and Components Made with CNC Machining
CNC machining spans every major automotive system, from powertrain to interior trim. The same processes that produce prototype parts also run production-volume components at scale.
Engine and Powertrain Components
Key engine parts produced via CNC machining include:
- Cylinder heads: Complex internal passages for coolant and oil require 5-axis machining
- Engine blocks: Multi-axis machining centers bore cylinder walls, drill bolt holes, and mill mounting surfaces
- Crankshafts: CNC turning centers machine bearing journals to micron-level tolerances
- Camshafts: Cam lobes require precise profile machining to control valve timing
- Pistons: Turned and milled features include ring grooves, skirt profiles, and pin bosses
- Connecting rods: CNC mills machine bearing bores and weight-reduction pockets
- Valve bodies: Complex internal passages route hydraulic fluid with precision
These parts must withstand extreme heat and pressure, requiring both high dimensional accuracy and superior surface quality—requirements that make CNC machining the standard process for engine component production.
Transmission, Suspension, and Brake Components
Transmission components — gears (helical, spur, planetary), gearboxes, shafts, splines, and clutch parts — require tight tolerances throughout. Smooth power transfer depends on gear tooth profiles machined to ±0.02 mm.
Suspension and brake parts carry similar precision demands:
- Control arms: Aluminum or steel, machined for consistent geometry
- Steering knuckles: Cast iron, finish-machined to final dimensions
- Wheel hubs: Turned and milled for bearing and fastener fits
- Brake rotors: Cast iron, turned to exact thickness
- Calipers: Aluminum, typically 5-axis machined
- Master cylinders: Precision-bored for consistent hydraulic pressure

In brake and suspension systems, a dimensional error can affect vehicle handling directly — tight tolerance control isn't optional. Kaufman Manufacturing machines cast iron steering knuckles at one part every 35 seconds and produces five different brake caliper models on 20-axis CNC rotary transfer systems with robotic loading.
Interior, Exterior, and Custom Parts
CNC machining produces:
- Dashboard panels and instrument cluster housings (precision cutouts for gauges)
- Door trim and center consoles (complex surface contours)
- Grilles and emblems (fine surface details)
- Custom and rare replacement parts
CNC machining combined with reverse engineering enables restoration experts to reproduce components with exact specifications for vintage vehicles where original parts are no longer in production. One-off components can meet OEM specifications precisely, delivering correct fit and finish long after the original production tooling is gone.
Materials Used in Automotive CNC Machining
Aluminum Alloys
Aluminum is the dominant material in automotive CNC machining. It's lightweight, thermally conductive (critical for engine heads and housings), and machines at high speeds with excellent surface finish.
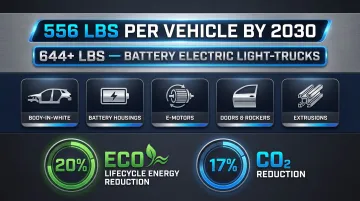
The Aluminum Association projects aluminum content will grow to 556 pounds per vehicle by 2030, representing nearly 100 net pounds-per-vehicle growth from 2020 to 2030. Battery electric light-trucks are projected to average over 644 pounds per vehicle by 2030.
Key growth areas driving that demand:
- Body-in-white structures
- Battery housings and enclosures
- E-motors and drive components
- Doors and rocker panels
- Extrusions (projected +58 lbs per vehicle from 2022 to 2030)
Aluminum-intensive vehicles achieve a 20% reduction in total life cycle energy consumption and a 17% reduction in CO₂ emissions. The automotive aluminum recycling rate tops 95%, with over 1.5 million tons of automotive aluminum scrap recovered annually.
For EV motor housings (approximately 85% of housings by material), 6061-T6 and 6082 are standard grades, while 7075-T6 is used for high-torque and performance applications.
Steel, Stainless Steel, and Titanium
Heavier, stronger metals are used for:
- Structural components (chassis, frame rails)
- Suspension parts (control arms, knuckles)
- Fasteners (high-strength bolts)
- High-stress applications (connecting rods, transmission gears)
Titanium (Ti-6Al-4V Grade 5) is used in performance and motorsport applications where maximum strength at minimum weight is required: valves, connecting rods, and exhaust components. Titanium's machinability is classified as poor due to low thermal conductivity (approximately 6.7 W/m-K), which concentrates heat at the cutting zone and accelerates tool wear. Specialized cutting strategies and tooling are required.
Engineering Plastics and Acrylics
PMMA acrylic is used for lighting fixtures (shatter-resistant alternative to glass). Engineering plastics are common in interior panels and electrical housings.
PEEK (polyether ether ketone) is machined for automotive bearings, seals, bushings, and EV sensor housings and connectors — all applications where resistance to fuels, oils, and extreme temperatures matters. PEEK's long-term service temperature range is -70°C to 260°C, with CNC machining capable of ±0.01 mm tolerances. Glass-filled PEEK (30%) offers increased stiffness and dimensional stability.
CNC Machining for Electric Vehicles: New Demands on Precision
The shift to EVs changes CNC machining requirements dramatically. Battery enclosures, electric motor housings, thermal management components, and power electronics housings all require tighter tolerances and often more complex geometries than equivalent internal combustion engine (ICE) parts.
The IEA Global EV Outlook 2025 reports electric car sales topped 17 million worldwide in 2024, rising by more than 25% year-on-year. More than 20% of new cars sold globally were electric, and China alone exceeded 11 million sales (close to 50% domestic market share).
EV sales are expected to surpass 20 million in 2025, reaching more than 25% of global car sales.
McKinsey projects worldwide demand for EVs will grow sixfold from 2021 through 2030, with annual unit sales going from 6.5 million to roughly 40 million.
EV Motor Housing Precision Demands
EV motors operate at 10,000 to 20,000+ RPM, demanding extreme precision. Required tolerances include:
- Stator/rotor bore concentricity: ≤0.01 mm (0.0004 in)
- Bearing seat diameter tolerance: ±0.005 mm
- Bearing seat concentricity/roundness: ≤0.005-0.008 mm
- Mounting face flatness: ≤0.03 mm
- Critical bore surface roughness: Ra 0.4-0.8 μm
- Cooling fin/channel thickness: ±0.05 mm
- Threaded hole position: ±0.02 mm
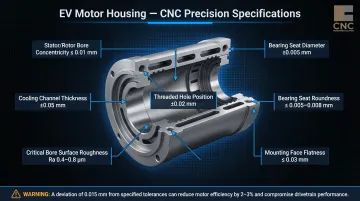
These specifications directly affect motor efficiency, range, and noise levels. A 0.015 mm deviation in concentricity can reduce motor efficiency by 2-3% and cause premature bearing failure.
5-axis machining is frequently required for these geometries, enabling single-setup production of stator bore, bearing seats, mounting faces, and cooling paths. Completing all features in one setup eliminates the cumulative positioning errors that multi-setup workflows introduce — errors that become unacceptable at EV motor tolerances.
How Expert CNC Programming Elevates Automotive Part Quality
Even with a high-end machine, a poorly optimized toolpath leads to poor surface finish, dimensional drift, tool breakage, and longer cycle times. Expert programming maximizes cutting efficiency, extends tool life, and ensures first-part-correct outcomes.
Professional CNC Programming for Automotive Applications
Professional programming involves selecting optimal feeds, speeds, and toolpaths for specific material and geometry. For multi-axis machines (4- and 5-axis), the programmer must account for tool orientation, collision avoidance, and complex surface interpolation.
A documented case from Modern Machine Shop shows optimized toolpath programming cut cycle times by 50% for complex slotting operations. Strategies included:
- High-feed side milling with small radial step-over
- Curve slotting with disc-style cutters for continuous engagement
- Trochoidal turning using zig-zag toolpaths
- Five-axis dynamic milling with automated speed management in tight corners
Tool life is extended through unequal helix designs to reduce resonance and conical cores to increase rigidity.
CAM Software Integration
CAM software converts CAD designs into verified machine instructions, simulates the cutting process to catch collisions or gouges before a single chip is made, and enables faster changeover between part programs.
Advanced canned cycles further compress programming time without sacrificing precision — a measurable advantage when running high-mix automotive programs with frequent changeovers.
Good programming decisions don't stop at the cut. Surface finishing operations affect final dimensions, and those effects need to be built into the program before machining begins.
Surface Finishing: The Final Quality Layer
Automotive parts often require secondary finishing operations — anodizing for corrosion resistance, powder coating for durability, or bead blasting for surface uniformity. Programmers must factor these processes into toolpath decisions before a single part is cut.
Anodizing creates a ceramic-like oxide layer:
- Type II: 5-25 μm thickness, minimal dimensional build-up, maintains tight tolerances
- Type III hardcoat: 35-50 μm, greater dimensional effect, masking of threads recommended
Powder coating applies thicker coatings (50-150 μm typical), with potential overspray buildup of up to 0.002 inches in cutouts and corners. Best practice: specify "all dimensions after finishing" on drawings and adjust design dimensions before production. Curing temperatures (300-400°F) can cause distortion in thin-gauge aluminum.
CNC Programming Solutions handles finishing in-house — bead blasting, vibe deburring, anodizing, and powder coating — so dimensional tolerances are verified at each stage rather than discovered after final coating.
Frequently Asked Questions
What is CNC machining in automotive?
Automotive CNC machining uses computer-controlled machines to precisely cut and shape metal, plastic, and composite materials into engine parts, transmission components, suspension parts, brake systems, and body components. The process delivers the tight tolerances and part-to-part consistency that vehicle safety and performance demand.
What automotive parts can you make with CNC machines?
CNC machining covers a broad range of automotive parts, including:
- Engine components: cylinder heads, crankshafts, pistons
- Transmission parts: gears, shafts, housings
- Suspension, steering, and brake components (rotors, calipers)
- Interior trim, dashboards, and custom or prototype parts
The process works equally well for high-volume production runs and one-off components.
How much does it cost to have something CNC machined?
CNC machining cost varies widely based on part complexity, material, tolerances, quantity, and number of axes required. Simple turned parts in aluminum may cost far less than complex 5-axis components in steel or titanium. Setup costs are typically spread across larger production runs, so per-part pricing drops significantly at volume. Request a quote with your part files for accurate pricing.
What is the most precise CNC machine?
5-axis CNC machining centers offer the highest precision for complex geometries, approaching a workpiece from virtually any angle in a single setup. This minimizes repositioning error and improves accuracy on intricate features. High-precision CNC turning centers with live tooling also achieve very tight tolerances for cylindrical automotive parts.
What materials are used in automotive CNC machining?
Aluminum (most common for weight and machinability), steel and stainless steel (structural and high-stress parts), titanium (performance/motorsport), and engineering plastics/acrylics (interior components and lighting fixtures).
Is CNC machining suitable for electric vehicle (EV) parts?
CNC machining is well-suited for EV production and is used regularly for motor housings, battery enclosures, rotor shafts, and thermal management components. EV drivetrains require exceptionally tight tolerances, making 5-axis CNC machining the preferred manufacturing method for many of these parts.