Introduction
When a single bearing seat measures 0.0002 inches out of tolerance, an entire jet engine can suffer premature failure—grinding a multimillion-dollar aircraft to a halt on the runway. That's the reality of aerospace manufacturing. The stakes extend well beyond dimensional accuracy — they touch passenger safety, regulatory compliance, and operational reliability across global fleets.
This guide covers what manufacturing professionals need to know about aerospace CNC machining — from materials and processes to quality certifications and common challenges. Whether you're programming a 5-axis mill for a turbine blade or specifying tolerances for a hydraulic manifold, these fundamentals are essential for meeting the strict tolerance, certification, and reliability demands of aviation, space, and defense.
Key Takeaways
- Aerospace CNC machining produces flight-critical components to tolerances as tight as ±0.0001 in using computer-controlled subtractive processes
- Common materials — aluminum (7075, 6061, 2024), titanium (Ti-6Al-4V), and Inconel (718, 625) — are chosen for strength-to-weight ratio and heat resistance
- 5-axis machining enables complex geometries like turbine blades and impellers in a single setup, reducing fixturing errors and improving accuracy
- AS9100D, NADCAP, and First Article Inspection (FAI) govern every stage of production and documentation
- Expect primary challenges in machining difficult materials, maintaining dimensional stability, and controlling tool wear in high-temperature alloys
What Is Aerospace CNC Machining?
Aerospace CNC machining is computer-controlled subtractive manufacturing specifically designed to produce components for aircraft, spacecraft, satellites, and propulsion systems. Unlike standard CNC operations, aerospace machining operates under strict regulatory oversight from the FAA and EASA, requiring full material traceability and quality management systems such as AS9100D. Every part must meet dimensional, material, and documentation requirements that go far beyond general manufacturing standards.
Primary CNC Processes Used in Aerospace
Multi-Axis Milling (3-Axis Through 5-Axis)
Multi-axis milling handles the largest share of aerospace structural manufacturing. Three-axis machines cover simpler prismatic parts — motor housings, brackets, fuel pump bodies — efficiently and economically. Five-axis centers become essential for complex contoured surfaces such as impellers, blisks, and airfoils. The 5-axis configuration lets the cutting tool approach the workpiece from virtually any angle in a single setup, eliminating multiple fixturing operations that accumulate positioning errors.
CNC Turning and Swiss-Type Lathes
Turning centers produce rotationally symmetric components — shafts, hydraulic pistons, landing gear linkages — with high dimensional consistency. Swiss-type lathes excel at micro-precision parts such as fasteners, pins, and avionics hardware, holding tolerances within ±0.0001 in through guide bushing support that minimizes deflection on slender geometries.
Electrical Discharge Machining (EDM)
EDM handles geometries and materials that rotary cutting tools cannot. Drilling produces cooling holes as small as 0.04 mm in nickel superalloy turbine blades, along with thin-wall geometries in combustion chambers and intricate internal passages. Because EDM is non-contact, it avoids the cutting forces that risk distorting delicate aerospace components.
Common Aerospace Applications
Each of these processes feeds into the full range of aircraft systems, producing components that must perform reliably under extreme loads, temperatures, and pressures:
- Engine and propulsion components: Turbine blades, compressor disks, combustion chamber liners, fuel nozzles
- Structural airframe elements: Wing ribs, bulkheads, spars, fuselage frames, seat rail supports
- Flight control systems: Actuator housings, linkages, bearing supports, control surface mechanisms
- Fuel and hydraulic systems: Manifolds, valve bodies, pump housings requiring leak-free high-pressure performance
- Landing gear assemblies: Axles, pistons, torque links, clevis assemblies machined from high-strength steels and titanium
- Avionics enclosures: EMI-shielded housings, sensor mounts, connector brackets requiring precision fits and environmental protection

Why Precision Is Non-Negotiable in Aerospace Manufacturing
Aerospace components operate in mission- and life-critical environments where even microscopic dimensional deviations trigger catastrophic failures. Poor precision introduces stress concentrations at misaligned interfaces, fatigue cracks at rough surfaces, seal failures in hydraulic systems, and alignment issues in rotating assemblies. A turbine blade measuring 0.0003 inches oversize can create imbalance forces that destroy bearings at 15,000 RPM. A fuel manifold bore that's 0.0002 inches undersized can leak jet fuel under pressure.
Tolerance Ranges by Component Category
Aerospace tolerance requirements vary by component criticality:
- Structural airframe parts: Typical tolerances of ±0.001 in (25 μm) for interface surfaces, bolt holes, and load-bearing features
- Engine components: Tighter ranges of ±0.0002 to ±0.0005 in driven by rotational balance, thermal expansion, and gas seal requirements
- Fuel and hydraulic systems: The tightest tolerances of ±0.0001 to ±0.0003 in to ensure leak-free sealing under pressures exceeding 3,000 PSI
These ranges represent industry-accepted practice defined by OEMs such as Boeing, Airbus, GE Aviation, and Pratt & Whitney in their engineering documentation, not universal standards.
Weight Optimization and Operating Cost Impact
Precision machining enables weight optimization through thin-wall sections, topology-optimized structures, and lightweight material features. According to IATA, jet fuel accounts for 25-30% of an airline's operating expenses, with each extra tonne of weight burning approximately 30 kg of fuel per hour. ATL Europe's analysis estimates that for a short-haul aircraft operating five flights per day, a 1 kg weight reduction yields approximately $4,210 in annual fuel savings.
Performance Benefits of Precision
Tight tolerances improve performance across multiple dimensions:
- Aerodynamic smoothness: Precise surface contours reduce drag and turbulence
- Engine thermal efficiency: Accurate blade profiles and seal clearances maximize combustion efficiency and minimize bypass losses
- System responsiveness: Tight-fitting actuators and control surfaces eliminate play and backlash
- Fatigue life extension: Proper surface finish reduces crack initiation sites
Peer-reviewed research published in Scientific Reports tested 7N01 aluminum alloy specimens at two surface roughness levels. Results showed that reducing roughness from Ra 1.6 μm to Ra 0.4 μm increased the fatigue limit by up to 18.5% at corner regions and 11.8% at planar surfaces. Surface roughness features act as "microsized notches" that create stress concentrations and promote crack initiation.
Regulatory Compliance and Consequences
The FAA's Suspected Unapproved Parts (SUP) Program, governed by FAA Order 8120.16A, establishes procedures for investigating and processing reports of unapproved parts. EASA Part 21 establishes the production organization approval framework requiring demonstrated conformity of products, parts, and appliances. Non-conformance carries serious consequences:
- Part removal mandates: Confirmed unapproved parts must be pulled from service immediately
- Stakeholder notifications: The FAA notifies all affected operators, maintainers, and manufacturers
- Financial penalties: Substantial fines under the Aircraft Safety Act of 2000
- Fleet grounding: Non-compliant aircraft can be grounded until parts are replaced or recertified
Safety and Reliability
Aerospace structures endure high-stress, vibration, and fatigue cycles across operational lifespans exceeding 30 years and 100,000 flight hours. That longevity depends directly on dimensional accuracy at the machining stage. A single out-of-spec component that passes initial inspection but degrades under cyclic loading can affect an entire fleet — at repair and grounding costs that dwarf the original manufacturing expense.
Key Materials Used in Aerospace CNC Machining
Material selection in aerospace represents a careful balance between strength, weight, temperature resistance, and machinability. Three primary material families dominate aerospace CNC applications, each with distinct trade-offs.
Aluminum Alloys: Lightweight Structural Workhorses
Aluminum alloys offer excellent strength-to-weight ratios, good machinability, and cost-effectiveness for structural housings and airframes:
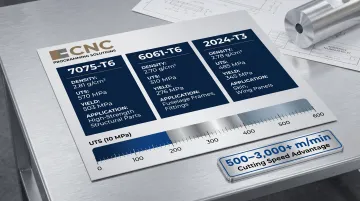
| Alloy | Density | UTS | Yield Strength | Primary Applications |
|---|---|---|---|---|
| 7075-T6 | 2.81 g/cm³ | 572 MPa (83 ksi) | 503 MPa (73 ksi) | High-strength structural components, wing skins, fuselage frames |
| 6061-T6 | 2.70 g/cm³ | 310 MPa (45 ksi) | 276 MPa (40 ksi) | Aircraft fittings, hydraulic pistons, brake components |
| 2024-T3 | 2.78 g/cm³ | 483 MPa (70 ksi) | 345 MPa (50 ksi) | Fuselage/wing structures, aircraft fittings, missile parts |
Aluminum 7075-T6 offers the highest strength and is the primary choice for fatigue-critical structural components. Aluminum alloys machine at speeds of 500-3,000+ m/min, 300-500% the machinability rating of baseline steel.
Titanium Alloys: High-Temperature Strength
Titanium delivers exceptional strength-to-weight ratios and temperature resistance but demands specialized tooling and programming:
Ti-6Al-4V (Density: 4.43 g/cm³, UTS: 895-1000 MPa) The most common aerospace titanium alloy, Ti-6Al-4V operates reliably to approximately 350°C (660°F) and is used in turbine engine components, structural frames, and fasteners. Titanium machines at only 30-60 m/min—20-30% the machinability of steel. The material generates significant heat concentrated at the cutting edge, requiring carbide tooling and aggressive coolant strategies.
Nickel Superalloys: Extreme Temperature Performance
Nickel superalloys retain strength at temperatures where other materials lose structural integrity:
Inconel 718 (Density: 8.22 g/cm³, UTS: up to 1,407 MPa) Rated for service to 650°C (1,200°F), Inconel 718 is the go-to choice for jet engine parts, turbine wheels, buckets, spacers, and high-temperature bolts.
Machinability drops to 10-25 m/min with carbide tooling, driven by rapid work hardening and high cutting forces that accelerate tool wear.
Inconel 625 (Density: 8.44 g/cm³, UTS: 862 MPa) Where 718 reaches its ceiling, 625 keeps performing. Its properties hold to 982°C (1,800°F), making it the preferred choice for exhaust systems, thrust-reversers, turbine shroud rings, and bellows exposed to extreme sustained heat.
Precipitation-Hardening Stainless Steels
15-5 PH and 17-4 PH (UTS: 1,310 MPa in H900 condition) Both alloys offer high strength with corrosion resistance comparable to Type 304 stainless. 15-5 PH provides improved toughness in the short transverse direction, while 17-4 PH is widely used for high-strength fasteners, hydraulic valves, pump shafts, and actuator cylinders.
High-Performance Polymers
Two high-performance polymers see widespread aerospace use, each targeting different performance demands:
- Tensile strength: 90-100 MPa
- Outstanding chemical resistance and fatigue life
- Used in interior components, structural brackets, electrical insulators, and bearing/seal applications
- Continuous use temperature: 170-180°C
- Inherent flame retardancy with low smoke and toxicity
- Qualified for interior cladding, electrical connectors, structural brackets, and ducting under FAR 25.853 flammability requirements
CNC Machining Processes and the Role of Expert Programming
The quality of CNC programming directly determines whether aerospace tolerances are achievable. Toolpath strategy, feed/speed optimization, fixture approach, and axis interpolation must each be tuned to compensate for material behavior—thermal expansion, work hardening, and spring-back—that causes dimensional drift even on capable machines.
3-Axis vs. 5-Axis CNC Milling
Three-axis machines handle prismatic parts efficiently—motor housings, mounting brackets, fuel pump bodies—where features lie on parallel planes. Complex contoured surfaces are a different story. Impellers, blisks, airfoils, and tight-tolerance titanium components require tool approach from multiple angles that 3-axis setups simply can't deliver.
Five-axis machining centers combine three linear axes (X, Y, Z) with two rotational axes, enabling the cutting tool to approach the workpiece from virtually any angle in a single setup. Benefits include:
- Eliminating multiple setups that accumulate positioning errors
- Enabling shorter, more rigid cutting tools that reduce vibration and improve surface finish
- Machining undercuts, deep cavities, and compound angles without re-fixturing
- Maintaining optimal chip evacuation and coolant delivery throughout the operation
CNC Programming Solutions writes CNC programs for machines up to 5 axes and provides 4-axis milling services directly—delivering the programming precision that aerospace part production demands.
CNC Turning and Swiss-Type Lathes
Turning centers produce rotationally symmetric components—shafts, hydraulic pistons, landing gear linkages—with high dimensional consistency through rigid workholding and continuous cutting. Swiss-type lathes add a guide bushing that supports the workpiece close to the cutting zone, enabling high-aspect-ratio parts (fasteners, pins, electrical contacts, avionics hardware) to be machined with minimal deflection and tolerances within ±0.0001 in.
Electrical Discharge Machining (EDM)
EDM excels where conventional cutting fails or creates unacceptable forces. EDM drilling produces cooling holes in high-pressure turbine blades, nozzle guide vanes, combustion liners, and turbine shrouds. Capabilities include:
- Diffuser-shaped cooling holes typically 0.060 in (1.50 mm) by 0.032 in (0.80 mm)
- Through holes as small as 0.020 in (0.50 mm)
- Fast-hole EDM machines producing holes as small as 0.04 mm
- Entry angles as shallow as 10-20 degrees without tool breakage
- No cutting forces that would deform thin-walled hollow blade structures
Because EDM removes material through electrical discharge rather than mechanical contact, it's the only viable process for many heat-resistant superalloy applications—particularly internal passages and thin-walled geometries where cutting forces would cause distortion or cracking.
CNC Programming Expertise
Achieving aerospace tolerances requires programming that actively accounts for how materials behave under cutting conditions:
- Feed rate adjustments compensate for work hardening in Inconel
- Toolpath strategies minimize heat buildup in titanium
- Fixture approaches account for part deflection under cutting forces
- Axis interpolation maintains surface accuracy through complex 3D motion
Poorly written programs cause dimensional drift, excessive tool wear, and scrapped parts—even on capable machines. The gap between a machine's rated capability and actual part conformance is almost always a programming problem.
Common Aerospace Components Produced with CNC Machining
Aerospace CNC machining spans every major aircraft system, each with distinct precision requirements and process challenges.
Engine and Propulsion Components
Engine components demand the tightest tolerances and most demanding superalloys in aerospace manufacturing. Turbine blades, machined from Inconel 718 or 625, require EDM for cooling hole production with positional accuracy within ±0.01–0.025 mm. Compressor disks undergo multi-axis milling from titanium forgings. Across all these parts, the core challenge is maintaining dimensional accuracy in heat-resistant materials that work-harden rapidly.
Structural Airframe Components
Wing ribs, bulkheads, spars, and fuselage frames are typically machined from aluminum alloys (7075-T6, 2024-T3) or titanium through pocket milling of large billets. Buy-to-fly ratios can exceed 90% for monolithic aluminum structures — meaning 90% of the starting material is removed during machining. The primary challenge is maintaining dimensional stability across large, thin-walled features prone to distortion.
Flight Control and Hydraulic Systems
Actuator housings require tight tolerances for reliable operation under flight loads. Hydraulic manifolds and valve bodies push tolerances to the tightest ranges in aerospace work — ±0.0001 to ±0.0003 in — for leak-free, high-pressure performance. Complex internal passages in these parts typically require specialized tooling sequences to reach and finish correctly.
Landing Gear
Landing gear components — axles, pistons, and structural fittings — are CNC machined from high-strength steels and titanium alloys to endure extreme impact loads at every touchdown. Key process considerations include:
- Maintaining dimensional accuracy in high-strength materials that resist cutting forces
- Preserving fatigue-critical surface integrity throughout machining
- Applying shot peening per AMS 2430 post-machining to extend fatigue life
Avionics Enclosures
Avionics enclosures — EMI-shielded housings, sensor mounts, and connector brackets — are machined from aluminum or engineering polymers such as ULTEM and PEEK. Material selection targets electromagnetic shielding, thermal management, and FAR 25.853 flammability compliance. Precision fits for hermetic sealing and connector alignment are non-negotiable, all within tight weight constraints.
Challenges, Quality Standards, and Certifications in Aerospace CNC Machining
Aerospace CNC machining operates under quality frameworks that layer certifications, inspections, and documentation far beyond standard manufacturing.
Primary Machining Challenges
Difficult Materials
Titanium and Inconel cause rapid tool wear, extreme heat buildup, and low material removal rates. Titanium machines at 30-60 m/min compared to 500-3,000+ m/min for aluminum, requiring coated carbide tooling, high-pressure coolant, and adaptive toolpaths that adjust feed rates based on real-time cutting conditions. Inconel work-hardens aggressively—a dull tool creates a work-hardened layer that destroys the next tool.
Thin-Wall Features
Aerospace designs specify thin walls for weight reduction—ribs measuring 0.060 in thick across 12 in spans. These are prone to chatter, deflection under cutting forces, and thermal distortion. Solutions include specialized fixturing (vacuum plates, custom soft jaws), low-force cutting strategies (high-speed/low-engagement milling), and climb milling that directs cutting forces into the rigid portion of the workpiece.
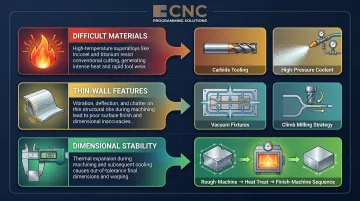
Dimensional Stability After Heat Treatment
Post-machining stress relief and heat treatment cause distortion that must be anticipated in the machining sequence. Components may be rough-machined, heat-treated, then finish-machined to final dimensions. Programming must account for distortion patterns specific to alloy, part geometry, and heat treatment cycle.
These challenges don't exist in isolation — every machining decision feeds into a quality framework designed to catch, document, and prevent failures across the entire supply chain.
AS9100D Quality Management System
AS9100D standardizes quality management for aviation, space, and defense organizations. It extends ISO 9001 with requirements for risk management, configuration management, process validation, and non-conformance control. AS9100D applies across the entire supply chain—from tier-three suppliers to OEMs—ensuring consistent quality frameworks.
NADCAP Accreditation
NADCAP (National Aerospace and Defense Contractors Accreditation Program), administered by the Performance Review Institute, accredits special processes across 15 categories. It operates at scale: 54 major aerospace prime subscribers and approximately 5,000 audits per year. For CNC machining shops, the relevant accredited processes are:
- Heat treatment (stress relief, age hardening, solution treatment)
- Surface treatments and coatings (anodizing, passivation, plating)
- Non-destructive testing (NDT) including X-ray, ultrasonic, and penetrant inspection
- Welding and brazing operations
First Article Inspection (FAI) per AS9102
AS9102 establishes documentation requirements for First Article Inspection—the formal verification that a production process produces parts conforming to engineering drawings and specifications. A complete FAI package covers:
- 100% dimensional verification of all drawing features
- Material certification and chemical composition verification
- Surface finish and coating thickness measurements
- Functional testing where specified
- Complete documentation package retained for the life of the production run
Any change to process, tooling, or material after FAI approval triggers a partial or full re-inspection — the documentation package is never static.
Material Traceability and Documentation
Every aerospace part requires a complete paper trail from raw material to final delivery. FAA Advisory Circular AC 20-154A establishes traceability requirements including:
- Mill test certificates showing chemical composition and mechanical properties
- Heat-lot traceability linking the part to specific material batches
- Dimensional inspection records documenting conformance to specifications
- Statistical Process Control (SPC) data demonstrating process stability
- Certificates of conformity stating compliance with applicable specifications

When a defect surfaces post-delivery, this trail determines whether one part or an entire production lot requires recall — the difference between a minor corrective action and a fleet-wide grounding event.
Surface Finishing as the Final Quality Gate
Aerospace components often require post-machining treatments to meet corrosion resistance, fatigue life, and environmental protection requirements:
Anodizing per MIL-A-8625:
- Type I (Chromic acid): 0.5-7.6 μm thickness for fatigue-critical structural components
- Type II (Sulfuric acid): 1.8-25.4 μm for interior parts, brackets, housings
- Type III (Hard anodizing): 12.7-114.3 μm for hydraulic cylinders, pistons, high-friction surfaces
Shot Peening per AMS 2430: Induces compressive residual stresses to improve fatigue life and stress corrosion cracking resistance. Applied to landing gear, turbine blades/disks, and structural components. Current revision requires automated peening unless manual/batch peening is specifically approved.
Passivation: Applied to stainless steel components (15-5 PH, 17-4 PH) per ASTM A967 or AMS 2700 to remove free iron and enhance corrosion resistance.
Coordinating these finishing steps through a single machining partner — rather than managing separate vendors for anodizing, passivation, and NDT — reduces handoff risk and simplifies the documentation chain. CNC Programming Solutions provides bead blasting, vibe deburring, anodizing, and powder coating as part of the same production workflow.
Frequently Asked Questions
What is CNC in aerospace?
CNC machining in aerospace uses computer-controlled cutting to produce precision components for aircraft, spacecraft, and propulsion systems. It delivers the extreme tolerances (±0.0001 in) and repeatability that life-critical parts demand, with AS9100D quality management and full material traceability required throughout.
Which CNC machine is best suited for high precision aerospace components?
Five-axis machining centers lead for complex aerospace components — multi-angle access in a single setup eliminates fixturing errors. Swiss-type lathes handle micro-precision parts like fasteners and pins, and EDM is the go-to for hard materials or intricate internal features such as turbine blade cooling holes.
What does an aerospace machinist do?
An aerospace machinist programs, sets up, and operates CNC machines to produce flight-critical components at tolerances as tight as ±0.0001 in. They interpret GD&T engineering drawings, perform in-process gauging, and maintain the AS9100 and FAA documentation — material traceability included — that every part requires.
What certifications are required for aerospace CNC machining?
AS9100D is the core quality management certification, covering risk management, process validation, and configuration control. NADCAP accreditation applies to special processes like heat treatment, coatings, and NDT. New parts also require First Article Inspection (FAI) per AS9102 — dimensional verification, material certs, and full documentation — before production begins.
How does aerospace CNC machining differ from standard CNC machining?
Aerospace CNC machining operates to far tighter tolerances (±0.0001 in vs. ±0.005 in), uses exotic materials such as titanium and nickel superalloys requiring specialized tooling, demands full material traceability with mill test certificates for every part, and is governed by AS9100D and NADCAP certifications — none of which apply in standard commercial machining.
What are the most commonly used materials in aerospace CNC machining?
The most common materials span a range of strength and temperature requirements:
- Aluminum alloys (7075, 6061, 2024) — structural components where strength-to-weight ratio matters most
- Titanium alloys (Ti-6Al-4V) — engine components and frames rated to 350°C
- Nickel superalloys (Inconel 718) — turbine blades and combustion chambers up to 650°C
- Stainless steels (17-4 PH) — landing gear and high-strength shafts


