Introduction
A single microscopic irregularity on a turbine blade. A barely visible corrosion pit on landing gear. An undetected stress concentration on an engine mount. In aerospace engineering, any of these surface flaws can cascade into catastrophic failure at altitude, where components endure temperature extremes from cryogenic to thousands of degrees, relentless mechanical cycling, and chemically aggressive atmospheric exposure.
Surface finishing in aerospace is a core engineering discipline governing component survival. It encompasses any process that alters the texture, topography, or chemical composition of a component's outer layer.
The functional requirements are demanding: corrosion resistance, wear resistance, fatigue life extension, and aerodynamic efficiency — each with measurable tolerances that directly affect flight safety.
What follows covers the techniques that dominate aerospace surface finishing, how finishes are measured and verified, which coatings apply to specific applications, and the compliance certifications that govern finishing suppliers.
Key Takeaways
- Surface finishing treats component surfaces to meet strict aerospace functional and safety requirements
- Key techniques include anodizing, electroplating, HVOF thermal spray, shot peening, and dry film lubricants
- Surface roughness is measured by Ra and Rz values; 8 Ra microinch (~0.2 µm) is a widely used aerospace benchmark
- Coatings target four functions: corrosion resistance, wear resistance, thermal protection, and friction reduction
- NADCAP accreditation is often mandatory for suppliers working with aerospace OEMs
Why Surface Finishing Is Non-Negotiable in Aerospace
Aerospace components operate in some of the harshest conditions on earth — extreme temperatures, cyclic mechanical stress, corrosive atmospheres — and surface finishing is often what stands between a component performing its design life and failing prematurely.
Corrosion Protection
Untreated metal surfaces corrode rapidly when exposed to moisture, salt air, and chemical agents at altitude. Protective coatings act as sacrificial barriers (cadmium or zinc-nickel on steel landing gear, for example) or create passive oxide layers (anodizing on aluminum) that prevent substrate corrosion. Without these barriers, structural integrity degrades rapidly, leading to costly maintenance intervals or, worse, in-flight failures.
Fatigue Life and Stress Concentration
Surface roughness creates micro-notches that act as stress concentration points under cyclic loading, accelerating crack initiation. Research on 7N01 aluminum alloy demonstrated that reducing surface roughness from Ra 1.6 µm to 0.4 µm increased fatigue limit by 18.5%, with corner-region fatigue performance rising by 21.4%. In the same study, effective micronotch stress concentration (Kt) decreased from 1.60 to 1.21, confirming that smoother surfaces distribute stress more evenly.
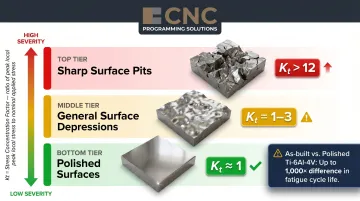
The scale of impact becomes clear in additive manufacturing. In electron beam melted Ti-6Al-4V components, machined and polished samples endured 6,092,199 fatigue cycles versus just 6,284 cycles for as-built roughness — roughly a 1,000-fold difference. Key stress concentration data from that research:
- Sharp surface pits: Kt exceeding 12
- General surface depressions: Kt between 1 and 3
- Polished surfaces: Kt approaching 1 (near-uniform stress distribution)
For high-cycle components like turbine blades and airframe fasteners, surface finish directly determines service life.
Wear Resistance
Components such as actuator shafts, bushing bores, and bearing journals endure constant sliding or rolling contact. Hard chrome, electroless nickel, and hardcoat anodize coatings substantially increase surface hardness, reducing material loss from wear and extending component life between overhauls.
Aerodynamic and Thermal Efficiency
Surface finish quality affects boundary layer behavior over aircraft skins and inside fluidic components like heat exchangers and turbo housings. NASA research on riblet films reports local skin-friction reductions of 8–10% in wind tunnels, projecting up to 4% reduction in total aircraft drag when applied to fuselages. In supersonic flight tests at Mach 1.2–1.6, riblets yielded 4–15% skin-friction reductions. Rougher surfaces increase drag and turbulence. Smoother surfaces reduce friction losses and improve thermal transfer efficiency, with measurable effects on fuel consumption and range.
Safety and Regulatory Consequence
Surface finish is not merely a performance variable — it is a safety-critical specification. A rejected surface can ground a fleet; a missed specification that escapes detection can lead to incident investigation. Every finishing step carries traceability requirements, and nonconformances trigger corrective action processes that can affect delivery schedules and contract standing. For manufacturers supplying aerospace customers, finishing documentation is as important as the finish itself.
Common Surface Finishing Techniques Used in Aerospace
Anodizing
Anodizing is an electrochemical process used almost universally on aluminum aerospace components:
- Sulfuric anodize produces a thin, corrosion-resistant oxide layer for general structural applications
- Hardcoat anodize creates a thicker, harder layer for wear resistance on moving or load-bearing parts
- Boric-sulfuric acid anodize (BSAA) is now widely adopted as a safer alternative to chromic acid anodize for structural aluminum, classified as MIL-DTL-8625 Type IC, and preserves thin-film benefits that minimize fatigue debit relative to thicker sulfuric or hardcoat layers
Electroplating and Electroless Plating
Electroplating deposits cadmium, nickel, or chrome onto steel and titanium components via electrical current, providing corrosion and wear protection. Electroless nickel plating deposits a uniform layer without electrical current—critical for complex geometry components like valve bodies or internal bores where current distribution is uneven and consistent coverage cannot otherwise be achieved. The governing aerospace specification is AMS 2404.
Thermal Spray Coatings
Thermal spray, including High Velocity Oxygen Fuel (HVOF), applies metallic or ceramic coatings to substrate surfaces at high velocity, building wear- and heat-resistant layers on engine components, landing gear cylinders, and compressor parts. A DoD ESTCP report concluded HVOF coatings were equal or superior to electrolytic hard chrome (EHC) in fatigue performance on aerospace steels and aluminum, and passed rigorous rig tests including 100-hour thermal cycling and 50,000-cycle full-stroke testing. HVOF is now a leading chromium alternative for large dynamic components.
Shot Peening
Shot peening is a mechanical surface treatment—not a coating—that bombards the surface with controlled media (typically steel or ceramic shot) to induce compressive residual stresses in the surface layer. This measurably improves fatigue resistance in high-stress components such as landing gear, turbine discs, and airframe structures. The process is governed by AMS 2430, which defines requirements for inducing controlled compressive stress to improve fatigue properties.
Bead Blasting and Vibratory Deburring
Bead blasting cleans, de-scales, and uniformly textures surfaces before coating application, also removing machining burrs and preparing surfaces for adhesion. Vibratory deburring uses abrasive media in a tumbling action to smooth edges and surfaces across large batches, producing consistent edge radii and eliminating micro-burrs that could compromise coating adhesion or fatigue life.
CNC Programming Solutions provides both bead blasting and vibratory deburring as in-house finishing steps, allowing these processes to be sequenced directly within post-machining workflows for aerospace components.
Dry Film Lubricants
PTFE-based or molybdenum disulfide (MoS₂) dry film lubricants are applied to fasteners, threaded assemblies, and slide mechanisms. These coatings reduce galling and seizing in high-temperature environments where liquid lubricants cannot survive, such as engine bay hardware and hot-section fasteners.
Key Aerospace Coatings and Their Applications
Anti-Corrosion Coatings
The primary classes include:
- Cadmium plating: Traditional anti-corrosion coating on landing gear and structural hardware, now being phased out due to toxicity
- Zinc-nickel alloy coatings: The leading cadmium alternative, with Low Hydrogen Embrittlement (LHE) Zn-Ni identified by DoD SERDP/ESTCP as a drop-in replacement on high-strength steels. Zn-Ni coatings typically contain 10–20 wt% nickel and are governed by AMS 2417
- Chromate conversion coatings (e.g., Alodine on aluminum): Governed by MIL-DTL-5541, these coatings provide corrosion resistance and serve as bonding primers for paint adhesion. Type I uses hexavalent chromium, while Type II is non-hexavalent
Galvanic compatibility between coating and substrate drives selection — mismatches accelerate corrosion rather than prevent it.
Thermal Barrier Coatings (TBCs)
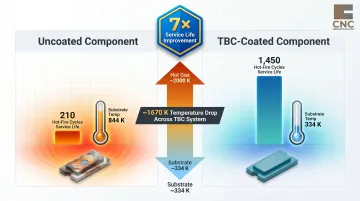
TBCs, typically zirconia-based ceramic coatings, are applied to turbine blades and combustion chamber components to insulate metal substrates from extreme heat. NASA testing of thin YSZ TBC with NiCr bond coat showed substrate temperature drop from ~844 K to ~334 K, with approximately 1670 K of temperature drop across the full TBC system under ~2000 K hot-gas wall conditions.
The durability gains are equally striking: coated cylinders achieved 1,450 hot-fire cycles versus just 210 for uncoated OFHC copper. That 7× improvement in service life is what makes TBCs a non-negotiable feature on high-performance engine components, not just a thermal buffer.
Wear-Resistant and Hard Coatings
Dominant hard coatings include:
- Hard chrome plating: Being phased out under REACH and EPA regulations
- HVOF-applied tungsten carbide-cobalt: The most widely qualified chromium alternative for landing gear pistons, actuator rods, and hydraulic components
- Electroless nickel: Provides uniform wear resistance on complex geometries
Qualifying an HVOF coating for flight-critical parts typically involves fatigue testing, adhesion verification, and substrate compatibility checks — a process that can take years to complete under aerospace certification standards.
Conversion and Primer Coatings for Adhesion
While chromate conversion coatings were covered above for their corrosion-resistance function, their role as bonding primers is equally important in airframe finishing. Both chromate and non-chromate alternatives (such as zirconium-based systems) are applied to aluminum and steel structures to create a chemically receptive surface for paint and topcoat adhesion. Without this layer, even a properly formulated topcoat will fail prematurely — making it a critical step before any exterior paint system is applied.
Surface Finish Measurement: Ra, Rz, and Aerospace Tolerances
Understanding Ra and Rz
Two parameters dominate aerospace surface finish specifications: Ra and Rz. Each captures different aspects of surface texture, and knowing which one applies to your component matters.
Ra (Roughness Average) is the arithmetic mean of surface deviations from a mean line over a measured length — a single number that smooths out peaks and valleys for general roughness comparison.
Rz (Average Maximum Height) measures the average of the highest peak-to-lowest valley distances across multiple sampling lengths. It's more sensitive to extreme surface defects, making it the better metric for fatigue-critical applications where stress concentrators drive failure.
Research on additive Ti-6Al-4V showed that Rz and peak parameters (Rp) correlate to fatigue life more strongly than Ra, because sharp peaks act as crack initiators with higher local stress concentration.
The 8 Ra Standard and Aerospace Context
For most aerospace structural and moving components, an 8 Ra microinch (0.2 µm) finish is a common target. This represents a tightly controlled, smooth surface suitable for fatigue-critical and dynamic sealing applications.
By comparison, a 3.2 µm Ra (125 microinches) surface finish is a standard machined finish produced by conventional turning or milling without secondary polishing. This finish is visible upon close inspection and is considered rough by aerospace standards, where many critical components require Ra values of 0.8 µm or finer.
Aerospace drawings also specify two additional texture characteristics alongside roughness:
- Waviness — longer-wavelength surface irregularities that sit above the roughness profile
- Lay — the predominant direction of the surface pattern, which affects friction and wear behavior
Measurement in Practice
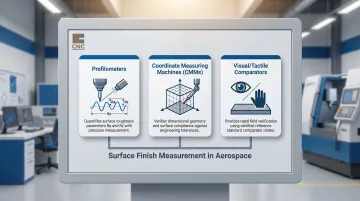
Surface finish is measured using:
- Profilometers (contact and non-contact): Trace surface profiles and calculate Ra, Rz, and other parameters
- Coordinate measuring machines (CMMs): Verify dimensional and surface compliance
- Visual/tactile comparators: Reference standards used for quick field verification
Measurement documentation is mandatory in aerospace quality records, and deviations must be dispositioned per the applicable process specification and engineering authority.
Aerospace Surface Finishing Compliance and Standards
NADCAP Accreditation
NADCAP (National Aerospace and Defense Contractors Accreditation Program), managed by the Performance Review Institute, is the premier third-party accreditation for special process suppliers in aerospace. Airbus requires all suppliers to gain and maintain NADCAP accreditations relevant to their business, and EASA accepts NADCAP as a means of compliance for special process surveillance. Boeing guidance similarly indicates that NADCAP verifies suppliers meet customer requirements through flowdown for special processes.
NADCAP audits assess:
- Process controls and documentation
- Personnel qualifications and training
- Chemical bath monitoring and maintenance
- Equipment calibration and maintenance
- Quality management systems
OEMs like Boeing, Airbus, Lockheed Martin, and Safran require NADCAP-accredited suppliers for chemical processing, including surface finishing.
AMS and Military Specifications
Aerospace Material Specifications (AMS) published by SAE International and military specifications (MIL-SPEC) define exact process parameters, coating thicknesses, adhesion strengths, and test methods for specific finishes. Examples include:
- AMS 2404: Electroless nickel plating
- AMS 2488: Titanium anodizing
- AMS 2430: Shot peening requirements
- AMS 2417: Nickel-zinc alloy plating
- MIL-DTL-5541: Chemical conversion coatings for aluminum
Non-compliance with these specs is a disqualifying finding in NADCAP audits — which brings its own set of regulatory pressures, particularly around hazardous materials.
Regulatory Pressure on Hazardous Materials
The phase-out of hexavalent chromium (Cr⁶⁺) under EPA, OSHA, and European REACH regulations is reshaping how aerospace finishers qualify suppliers and reformulate processes. OSHA's 29 CFR 1910.1026 sets the key exposure thresholds:
- Permissible Exposure Limit (PEL): 5 µg/m³
- Action Level: 2.5 µg/m³
- Aircraft painting controls target: 25 µg/m³ (engineering/work-practice controls), with respirators required to reach the PEL
Under REACH, hexavalent chromium compounds sit on the Annex XIV Authorization List — continued use requires granted authorization for each specified application. Yet cadmium and chromium remain widely used in DoD and NASA programs, because qualifying chromium-free alternatives demands extensive performance testing and adds years to the approval timeline.
How CNC Machining Precision Lays the Foundation for Surface Finish
The relationship between CNC machining quality and achievable surface finish is direct and critical. A poorly programmed or executed machining pass can produce surface irregularities that no subsequent finishing process can fully correct within tolerance. The parameters that determine initial surface roughness include:
- Tool selection — geometry, coating, and material compatibility
- Feed rate and spindle speed — directly control chip load and heat generation
- Cutting path strategy — affects scallop height and surface waviness
- Machine rigidity — reduces chatter and vibration-induced defects
Advanced CNC programming—particularly for 4- and 5-axis machines—enables optimal tool engagement angles, minimizing chatter, tool marks, and surface defects on complex aerospace geometries like turbine blade profiles, impeller vanes, and structural pockets.
That precision has measurable impact: research on 7075-T6 aluminum milling showed that optimized parameters can achieve Ra values as low as 0.691 µm, with feed rate and depth of cut identified as the dominant variables.
This is where programming quality pays off before the part ever reaches a finishing operation. CNC Programming Solutions develops programs for machines with up to 5 axes, optimizing tool paths and cutting parameters to reduce the finishing burden and improve first-pass yield—so components are already close to drawing callouts when they enter the finishing stage.
Frequently Asked Questions
What does surface finish mean in engineering?
Surface finish describes the texture, roughness, and topography of a machined or processed component's outer layer, defined by parameters like Ra and Rz. It directly affects functional performance, fatigue life, and coating adhesion.
What are the different types of surface finishing?
Four major categories cover most aerospace applications:
- Mechanical: shot peening, bead blasting, vibratory deburring
- Chemical/Electrochemical: anodizing, electroplating, electroless plating, conversion coatings
- Thermal: thermal spray, thermal barrier coatings (TBCs)
- Applied coatings: dry film lubricants, primers
The right choice depends on material, application, and specification requirements.
What are the coatings used in aerospace industry?
Aerospace coatings fall into four primary categories:
- Anti-corrosion: cadmium, zinc-nickel, chromate conversion coatings
- Wear-resistant: hard chrome, HVOF tungsten carbide, electroless nickel
- Thermal barrier: ceramic zirconia-based coatings for high-heat zones
- Dry film lubricants: PTFE and MoS₂ for low-friction applications
Selection depends on the component's operating environment and load conditions.
What is an aircraft surface finisher?
An aircraft surface finisher is a skilled technician responsible for applying, inspecting, and documenting surface treatments and coatings on aircraft components. They work to strict process specifications and quality standards, and are often required to hold or work under NADCAP-accredited process qualifications.
What is a 3.2 surface finish?
A 3.2 surface finish refers to a roughness average (Ra) of 3.2 micrometers (approximately 125 microinches), representing a standard machined finish visible with close inspection. This is considered relatively rough by aerospace standards, where many critical components require Ra values of 0.8 µm or finer.
What is the difference between Ra and Rz?
Ra (Roughness Average) measures the arithmetic mean of all surface deviations from the mean line and gives a general roughness value. Rz (Average Maximum Height) measures the average of the highest peak-to-lowest valley distances across multiple sample lengths—making Rz more sensitive to extreme surface defects and better suited for fatigue and sealing applications.