Introduction
Aerospace aluminum makes up a significant portion of structural and flight-critical components across commercial and military aircraft. Alloys such as 2024-T3, 6061, and 7075-T6 offer exceptional strength-to-weight ratios—but they oxidize rapidly, corrode in humid environments, and degrade under thermal cycling and mechanical stress.
Surface treatment addresses all of that. It's a structural and functional requirement that governs component performance, corrosion resistance, and service life—not a cosmetic step.
Inadequate or incorrect surface finishing accelerates corrosion, reduces fatigue strength, triggers non-compliance with aerospace standards, and drives costly unplanned downtime. According to NACE International, the U.S. aircraft industry faces an estimated $2.2 billion in direct annual corrosion costs—$1.7 billion in maintenance, $0.3 billion in downtime, and $0.2 billion in design and manufacturing impacts.
The DoD alone spends approximately $20.8 billion annually to prevent and mitigate corrosion across military assets.
This guide breaks down the major finishing types used in aerospace, what drives treatment selection, and what rigorous surface preparation and quality inspection actually look like in practice.
Key Takeaways
- Aerospace aluminum surface treatments serve four safety-critical functions: corrosion protection, wear resistance, friction reduction, and paint adhesion
- Anodizing dominates aerospace finishing—chromic acid, sulfuric acid, hard coat, and other variants each suit distinct structural and functional requirements
- Surface preparation quality directly determines finish longevity and coating performance — no treatment compensates for poor prep
- Treatment selection must balance part function, alloy type, fatigue sensitivity, and MIL-A-8625 compliance
- Integrating finishing with precision machining ensures dimensional tolerances are maintained and finishing outcomes stay consistent across production runs
Why Surface Treatment Matters for Aerospace Aluminum
Aerospace aluminum alloys deliver excellent strength-to-weight ratios, but they're naturally vulnerable to oxidation, galvanic corrosion, and surface degradation under thermal cycling and mechanical stress. High-strength alloys in the 2xxx (Al-Cu) and 7xxx (Al-Zn) series—such as 2024-T3 and 7075-T6—are particularly susceptible to intergranular and pitting corrosion due to their copper and zinc content.
Alloy 6061 (Al-Mg-Si) is more corrosion-resistant but still requires protective treatment in aerospace environments. Engineered surface treatments aren't optional—they're operational necessities.
Surface finishing directly impacts four critical aerospace performance factors:
- Corrosion resistance: Exposure to altitude, humidity, de-icing chemicals, and salt spray
- Wear resistance: Landing gear, fasteners, moving assemblies
- Friction reduction: Rotating components, cables, slide mechanisms
- Adhesion quality: Primers and structural bonding substrates
Aerospace surface treatments must conform to industry specifications including MIL-A-8625, Boeing process specs, and NADCAP requirements. Non-conforming finishes can ground aircraft, trigger costly rework, or result in part rejection—making specification compliance as critical as the finish itself.
That compliance pressure has a direct financial dimension too. Rework, part rejection, and unplanned downtime add up fast—and corrosion alone accounts for approximately 20% of every DoD maintenance dollar. Getting the finish right the first time is measurably cheaper than fixing it later.
Types of Aerospace Aluminum Surface Treatments
No single finish serves all aerospace applications. Treatment selection depends on the component's structural role, exposure environment, fatigue sensitivity, and coating thickness tolerance.
Anodizing (The Primary Aerospace Treatment Family)
Anodizing is an electrochemical conversion process that transforms the aluminum surface into a durable aluminum oxide layer integrally bonded to the base metal—not a coating that sits on top. This distinction matters for dimensional stability and adhesion.
MIL-A-8625 Anodizing Types:
Chromic Acid Anodizing (Type I): Produces a thin (0.5–17.8 μm), pliable oxide layer ideal for structural parts where fatigue strength must be preserved. Type I coatings have little or no effect on fatigue strength because they're very thin. Common uses include fuselage skins, wing structures, and load-bearing components.
Boric-Sulfuric Acid Anodizing (Type IC): Developed by Boeing in 1990 as an environmentally safer CAA replacement, BSAA eliminates hexavalent chromium while delivering equivalent fatigue characteristics to CAA. Testing by the Naval Air Warfare Center confirmed no statistically significant difference in fatigue life between BSAA and CAA, and both passed 336 hours of salt spray testing with no surface corrosion on 2024-T3 and 7075-T6.
Sulfuric Acid Anodizing (Type II): The most widely used general-purpose anodizing process, producing thicker coatings (1.8–25.4 μm) that can be dyed. Type II is not suitable for structural parts due to fatigue strength reduction. NASA testing found that exceeding 0.2 mils (5 μm) of coating thickness triggers significant endurance limit drop. On 7075-T6, increasing thickness from 0.2 to 1.0 mil reduced the endurance limit by approximately 44%. Typical parts include non-structural brackets, housings, and cosmetic covers.
Hard Coat Anodizing (Type III): High-voltage process producing thick (12.7–114.3 μm), extremely wear-resistant coatings for high-wear applications. Type III is generally left unsealed when maximum abrasion resistance is required. This treatment suits landing gear components, actuators, and high-wear mechanical assemblies.
Phosphoric Acid Anodizing (PAA): A specialized process developed for structural adhesive bonding applications. PAA produces a hydration-resistant oxide layer ideal for metal-bond structures used in wing panels and fuselage sections. Codified in ASTM D3933 and Boeing BAC 5555, PAA has been in production use since the mid-1970s.
Chromate Conversion Coating
Chromate conversion coating (also called chemical film, Alodine, or Iridite) is a thin, conductive surface treatment that provides corrosion protection without significantly affecting part dimensions. Specified under MIL-DTL-5541, conversion coatings cover three roles:
- Corrosion resistance for electrically grounded assemblies requiring low contact resistance
- Paint adhesion promotion where anodizing thickness is a concern
- Preserving dimensional tolerance on tight-fit components
The aerospace industry is shifting from hexavalent chromium (Type I) to trivalent chromium (Type II) alternatives driven by EU REACH regulations and RoHS restrictions. Under REACH, hexavalent chromium compounds reached their sunset date in September 2017, requiring specific authorizations for continued use. The IAEG WG2 Technical Exchange Project found that second-generation trivalent chromium processes exhibited corrosion resistance equivalent to hexavalent chromium controls on 2024-T3 and 7075-T6 alloys at both 168-hour and 336-hour salt spray evaluations.
Powder Coating and Primer/Paint Systems
Powder coating is an electrostatic spray process cured under heat to produce a uniform, chemically resistant surface layer. In aerospace, it's appropriate for non-structural exterior parts and interior components. Compared to liquid paint, powder coating offers zero VOC emissions, better chip resistance, and a measurably lower carbon footprint. Modern powder coating booths can recover nearly 100% of overspray for reuse, with embedded carbon footprints up to 55% lower than liquid coatings.
Aerospace paint systems typically require an anodized or conversion-coated base for paint adhesion. Skipping this pre-treatment step is a leading cause of paint adhesion failures in production environments. MIL-A-8625 and MIL-DTL-5541 both include paint adhesion testing requirements using ASTM D3359 (tape pull test) to verify coating quality.
Dry Film Lubricants and Specialty Coatings
Dry film lubricants—PTFE and MoS₂-based coatings—are functional surface treatments applied to fasteners, cables, and slide mechanisms to reduce friction and prevent galling or cold welding. Specified under MIL-PRF-46010, these coatings operate across temperature ranges from -68°C to +204°C (intermittent to +260°C).
Dry film lubricants are frequently used in combination with anodizing. For example, PTFE-sealed hard coat combines the wear resistance of Type III anodizing with the lubricity of PTFE, delivering dual performance for high-wear, low-friction applications. Flap tracks, plain and spherical bearings, threads, cam surfaces, and sliding motion assemblies are all common candidates.
How to Choose the Right Surface Treatment for Your Aerospace Application
Treatment selection requires a structured evaluation of four variables: part function and structural role, operating environment (thermal range, chemical exposure, humidity), alloy composition, and compliance requirements. Choosing incorrectly causes both functional failure and specification non-conformance.
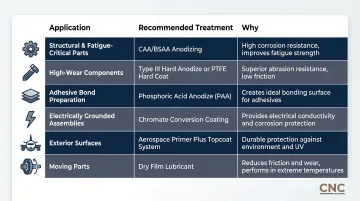
Decision Matrix by Use Case:
| Application | Recommended Treatment | Why |
|---|---|---|
| Structural parts with fatigue sensitivity | CAA (Type I) or BSAA (Type IC) | Minimal fatigue strength reduction |
| High-wear mechanical components | Type III hard anodizing or PTFE hard coat | Maximum abrasion resistance and lubricity |
| Adhesive bond-prep applications | PAA | Hydration-resistant oxide for durable bonding |
| Electrically grounded assemblies | Chromate conversion coating (Class 3) | Low electrical contact resistance |
| Exterior cosmetic/protective surfaces | Primer over anodize + topcoat or powder coat | Corrosion protection with aesthetic finish |
| Moving parts requiring lubricity | Dry film lubricant (MIL-PRF-46010) | Friction reduction and galling prevention |
Alloy-Specific Considerations:
Aluminum alloy composition directly affects treatment outcomes. High-copper alloys like 2024 respond differently to anodizing than 6061, affecting coating color, porosity, and corrosion resistance. For example, 2024 produces a gray-green anodize, while 6061 yields a clear to light gray finish. Coordinating alloy selection early in the design process prevents compatibility issues downstream — a step that's easy to overlook when machining and finishing are treated as separate workflows.
CNC Programming Solutions addresses this directly by combining 4-axis CNC milling, turning, and finishing services — including anodizing, powder coating, bead blasting, and vibe deburring — under one production workflow. Building surface treatment into machining from the start reduces tolerance mismatches and eliminates rework from late-stage finishing decisions.
Surface Preparation and Quality Inspection for Aerospace Finishes
Surface preparation is the single most critical factor in finish quality. A typical aerospace surface prep sequence includes:
- Degreasing: Removal of machining oils and contaminants
- Alkaline cleaning: Deep cleaning of surface residues
- Alkaline etching/desmutting: Removal of smut and oxidation
- Deoxidizing: Final oxide removal before treatment

Contaminants like oil, smut, or residual oxides left on the surface cause coating voids, adhesion failures, or non-uniform thickness that may not be visible until a salt spray or paint adhesion test fails weeks later.
Key Quality Control Tests:
- ASTM B137 — Measures coating weight (mass per unit area) of anodic coatings; the primary verification method under MIL-A-8625 for all anodize types
- ASTM B117 — Salt spray endurance test; sealed anodize (Types I, II) typically requires 336 hours, while chromate conversion coatings require 168 hours — a late failure here is costly to schedule
- ASTM D3359 — Tape pull adhesion test using cross-hatch (Method B) or X-cut (Method A); referenced in MIL-DTL-5541 for paint adhesion verification
- Visual Inspection — Powdery areas, arc burns, pits, and blistering are evaluated against acceptance criteria in applicable OEM specifications
Inspection results directly shape how parts must be dimensioned from the start — which makes pre-machining coordination just as important as the finishing process itself.
Anodizing and hard coat processes add material to the part surface. Hard coat can add 13–150 μm, with roughly 50% growth above the base metal and 50% penetration below. Parts must be toleranced for the intended finish before machining begins, not after. Threads are especially sensitive — pitch diameter changes faster than standard two-surface diameters, so threads should be machined undersize or masked prior to anodizing.
Frequently Asked Questions
What is the difference between aerospace aluminum and regular aluminum?
Aerospace aluminum refers to specific high-strength alloy series—2024, 6061, and 7075—engineered for strict strength-to-weight and fatigue requirements in flight-critical applications. Unlike general-purpose commercial grades, they require tighter compositional controls, performance certifications, and full material traceability.
What is the best finish for aluminum in aerospace applications?
There is no single best finish. Anodizing is the most widely used family of treatments—chromic acid or boric-sulfuric acid for structural parts, hard coat for wear-critical components—with the optimal type determined by the component's structural role, operating environment, and applicable specifications.
What is the most common surface treatment used for aerospace aluminum components?
Sulfuric acid anodizing (Type II per MIL-A-8625) is the most broadly used process for general-purpose aerospace aluminum. However, structural parts and adhesive bonding applications typically require CAA, BSAA, or PAA instead due to fatigue strength considerations.
Does anodizing affect the dimensional tolerances of CNC-machined aerospace parts?
Yes. Anodizing adds to part dimensions—standard anodize adds a thin layer while hard coat can add significantly more. Machinists must factor finish allowances into pre-finish dimensions for tight-tolerance aerospace parts.
What aerospace standards govern aluminum surface finishing?
MIL-A-8625 is the primary U.S. military specification covering anodize types and requirements. NADCAP accreditation is the industry standard for qualifying aerospace chemical processing suppliers. OEM-specific process specifications (e.g., Boeing BAC specs, Airbus AIMS) also apply depending on the end customer.
How does surface finishing affect the fatigue strength of aerospace aluminum?
Thicker anodize coatings—particularly Type II sulfuric acid anodizing—can reduce fatigue strength and are not recommended for structural parts. CAA and BSAA were specifically developed to provide corrosion protection with little to no fatigue strength loss, which is why coating selection carries structural engineering consequences.