Introduction
Choosing between chem film and anodizing is one of the most critical decisions facing engineers and manufacturers working with aluminum. Select the wrong treatment, and the consequences show up fast:
- Dimensional interference on tight-tolerance assemblies
- Compromised electrical grounding in avionics systems
- Premature corrosion failure in marine environments
- Budget overruns on prototype runs
The stakes are especially high for precision CNC-machined parts, where tolerances often fall within ±0.001 inches. A Type III hard coat anodize adds up to 0.002 inches of coating thickness: enough to turn a perfectly machined bearing fit into an interference problem. Chem film, on the other hand, adds virtually no dimensional change but won't hold up against the abrasion and wear that anodizing handles with ease.
Key Takeaways
- Chem film is a chemical-only process; anodizing requires electrical current and an acid bath—chem film costs less and finishes faster
- Chem film preserves electrical conductivity; anodizing creates an insulating oxide layer—choose based on whether your application needs grounding or electrical isolation
- Anodizing delivers a thicker, harder coating with better wear and corrosion resistance; chem film adds virtually no thickness, keeping tight tolerances intact
- Chem film works best as a paint primer or where conductivity matters; anodizing suits parts needing dyed color or standalone corrosion protection
- The right choice comes down to four factors: conductivity requirements, dimensional tolerances, service environment, and budget
Chem Film vs Anodize: Quick Comparison
Process fundamentals
Chem film relies on a purely chemical reaction where chromate solution reacts with aluminum to form a thin chromium oxide layer—no electricity required. Anodizing is an electrochemical process that passes electric current through the part while submerged in an acid bath, growing an aluminum oxide layer integral to the metal surface.
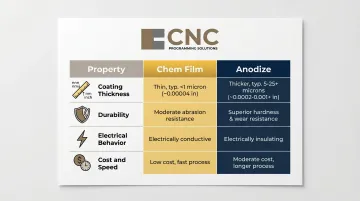
Thickness differences
- Chem film: 0.00001 to 0.0001 inches (approximately 200–1000 nanometers)—negligible for dimensional purposes
- Type II anodize: 0.00007 to 0.001 inch per MIL-A-8625F specification
- Type III hard coat: 0.0005 to 0.0045 inch, with 0.002 inch nominal thickness
| Property | Chem Film | Anodize |
|---|---|---|
| Durability | Semi-permanent; soft surface best suited for parts receiving additional coating | Hard, wear-resistant oxide layer integrated into the metal—functions as standalone protection |
| Electrical behavior | Preserves aluminum's conductivity; suitable for grounding | Creates an insulating oxide layer; good for electrical isolation, not conductivity |
| Cost and speed | Faster and lower cost; no electrical setup or specialized equipment required | Higher cost due to electrical setup, temperature control, and process complexity |
What is Chem Film?
Chem film (also known as chromate conversion coating, alodine, or iridite) is a chemical treatment for aluminum and other metals. The process submerges, sprays, or brushes a chromate solution onto the metal surface, where it reacts to form a thin protective chromium oxide layer. No electrical current is involved.
MIL-DTL-5541F classification:
The military specification MIL-DTL-5541F recognizes two types and two classes:
- Type I: Contains hexavalent chromium, produces thicker coating, delivers maximum corrosion protection
- Type II: Trivalent chromium (RoHS-compliant), used where environmental regulations restrict hexavalent chromium
- Class 1A: Thicker coating optimized for maximum corrosion resistance — suitable painted or bare
- Class 3: Thinner coating for applications requiring low electrical resistance (≤5,000 microhms/sq. in. as supplied; ≤10,000 after 168-hour salt spray)
Functional advantages:
- Maintains thermal and electrical conductivity of base aluminum
- Adds virtually no dimensional change—critical for components with tolerances below ±0.001 inch
- Provides excellent adhesion surface for paint and primer
- Self-healing properties where soluble hexavalent chromium migrates to scratched areas and re-passivates minor surface damage
Limitations:
Chem film's soft, thin coating cannot serve as a standalone finish for high-wear applications. On the regulatory side, Type I formulations face increasing pressure: the EU RoHS Directive restricted hexavalent chromium in electronics as of July 1, 2006, and REACH Annex XIV set a sunset date of September 21, 2017, for chromium trioxide.
Use Cases of Chem Film
Precision manufacturing applications:
- Parts with tight dimensional tolerances (aerospace brackets, hydraulic valve bodies, precision fixtures)
- Components requiring electrical grounding or bonding (avionics enclosures, chassis)
- Parts that will receive secondary coating (paint, powder coat)
These requirements map to several industries. Aerospace relies on chem film for aircraft hulls, landing gear components, and avionics housings. Defense applications include tactical equipment and weapon system components. Electronics manufacturers specify Class 3 for chassis, heat sinks, and RF connectors where electrical resistance must stay minimal. Automotive applications include wheel components, shock absorber bodies, and hydraulic system parts.

What is Anodize?
Anodizing is an electrochemical passivation process where the aluminum part becomes the anode in an electrolytic circuit. Submerged in an acid electrolyte solution (typically sulfuric acid), electrical current causes the metal's surface to oxidize and grow a thick aluminum oxide layer that integrates into the base metal—not a coating applied on top.
Process types:
- Type II (sulfuric acid anodize): 0.0002 to 0.001 inch thickness, general-purpose corrosion and wear protection, accepts dyes for color options
- Type III (hard coat anodize): Up to 0.002 inch nominal thickness (range 0.0005-0.0045 inch), extreme hardness and wear resistance, governed by MIL-A-8625
Functional advantages:
- Integrated oxide layer provides superior hardness and wear resistance
- Long-term corrosion protection suitable as standalone finish
- Porous structure before sealing accepts dyes for wide color palette
- Improved lubricity (lower friction coefficient) benefits moving or mating parts
- Dielectric properties provide electrical insulation (typically 1,000-2,000 volts DC for Type III)
Limitations:
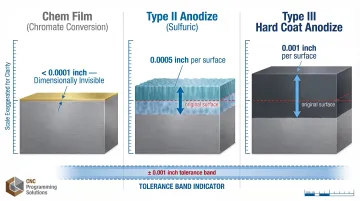
Anodizing adds measurable dimensional growth. MIL-A-8625F Section 6.10.1 specifies that half the coating thickness translates into dimensional growth per surface—so a 0.002 inch Type III coating adds 0.001 inch per surface.
- Dimensional growth requires tight tolerance planning on mating surfaces
- Electrically insulating surface disqualifies it for grounding applications
- Specialized equipment and chemistry increase processing costs vs. chemical conversion coatings
Use Cases of Anodize
Manufacturing scenarios:
- Components with long-term environmental or corrosive exposure
- Parts requiring high wear resistance or surface hardness
- Products where color aesthetics and consistency matter
- Applications demanding electrical insulation
Industry applications:
- Aerospace: Structural components, wing assemblies, external hardware
- Architecture: Building facades, window frames, curtain wall systems
- Consumer Electronics: Smartphone cases, laptop enclosures, tablet bodies
- Automotive: Exterior trim, wheel rims, decorative accents
- Marine: Boat hardware, deck fittings, saltwater-exposed components
- Medical Devices: Surgical instruments, implantable components
Chem Film vs Anodize: Which is Better?
No single coating wins across all applications. The right choice depends on five factors specific to your part and operating environment:
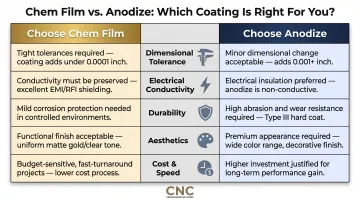
1. Dimensional Tolerance Sensitivity
For 0.001 inch Type II anodize, each surface grows approximately 0.0005 inch. For standard 0.002 inch Type III hard coat, each surface grows 0.001 inch—per MIL-A-8625F Section 6.10.1 and corroborated by NASA PRC-5006. Chem film adds less than 0.0001 inch—effectively dimensionally invisible.
Choose chem film if total tolerance is ±0.001 inch or tighter, if bearing fits or threaded features require precise dimensions, or if post-finishing machining is impractical.
Choose anodizing if you can machine parts undersize to accommodate coating buildup, or if the part operates with clearances exceeding 0.002 inch per surface.
2. Electrical Conductivity Requirements
MIL-DTL-5541F Class 3 chem film maintains electrical resistance below 5,000 microhms per square inch. Anodizing creates an oxide insulator with dielectric strength exceeding 1,000 volts.
Choose chem film for electrical grounding, EMI shielding, bonding jumpers, or RF applications requiring conductivity.
Choose anodizing for electrical isolation, insulation plates, or applications where preventing current flow is required.
3. Durability and Service Life
Anodizing's integrated oxide layer resists abrasion, corrosion, and environmental degradation significantly better than chem film — the oxide is part of the metal itself, not a deposited coating that can delaminate or wear through.
Choose chem film if the part will receive topcoat (paint or powder coat), operates in low-wear environments, or serves as a prototype or short-run component.
Choose anodizing for high-wear contact surfaces, outdoor exposure, marine environments, or applications demanding 10+ year service life without refinishing.
4. Aesthetic Requirements
Anodizing accepts dyes — black, red, blue, gold, and more — producing a uniform, consistent finish. Chem film produces a clear to gold iridescent finish with no color options.
Choose anodizing if color consistency, branding, or consumer-facing appearance matters.
Choose chem film if the part will be painted, if appearance is secondary to function, or if the natural metal look is acceptable.
5. Production Cost and Volume
Chem film costs less and processes faster because it eliminates electrical setup and temperature control. Type II anodizing typically costs $4.50 to $10.00 per part, varying by size and coating type.
Choose chem film for prototypes, low-volume runs, tight budgets, or when faster turnaround matters.
Choose anodizing when durability justifies higher initial cost, or for production volumes where per-piece cost decreases.
The "Chem Film + Paint" Workflow
Aerospace and defense manufacturers apply chem film as a corrosion-resistant primer, then topcoat with paint — leaving strategic contact points uncoated where electrical bonding is required. This differs from anodizing, which provides standalone protection but insulates the entire surface.
Real-World Applications & Industry Use Cases
Aerospace and defense:
MIL-DTL-5541F governs chem film for aluminum components requiring corrosion protection with maintained electrical conductivity. Interior structural components rely on this electrical bonding to prevent static buildup and lightning strike damage. Anodized finishes appear on exterior structural components and high-wear assemblies like wing attachments and landing gear hardware.
NASA PRC-5006 explicitly documents co-use: the specification addresses both anodizing (Types I, IB, IC, II, IIB, III) and chemical conversion coating, recommending that holes masked during anodizing receive conversion coating to ensure complete corrosion protection. This illustrates how both treatments serve different functional requirements on the same spacecraft platform.
Electronics and precision manufacturing:
Class 3 chem film maintains electrical conductivity ideal for electronic enclosures, circuit board housings, and grounding applications, protecting aluminum while preserving signal paths. Consumer-facing enclosures (smartphones, laptops) prioritize anodized aluminum for scratch resistance and color branding.
That consumer preference shows up in market data: the global aluminum anodizing market reached $2.7 billion in 2026, projected to reach $3.8 billion by 2033 at 5.0% CAGR, driven by demand in electronics and architectural segments where appearance and durability lead specification decisions.
Automotive and industrial:
Chem film protects automotive fasteners, brackets, and hydraulic components requiring corrosion resistance without dimensional change, particularly where a paint topcoat will follow. Type III hard coat anodizing is the go-to for high-wear applications where surface hardness and friction resistance matter most:
- Engine components: valves and pistons
- Hydraulic cylinders under continuous load cycling
- Precision machinery parts: gears, cams, and swivel joints
Conclusion
Chem film and anodizing serve different conditions, and neither is universally superior. The right choice comes down to your part's conductivity requirements, tolerance constraints, service environment, and expected finish lifecycle.
For CNC machinists and manufacturers, the finishing choice connects directly to upstream decisions — alloy selection, programmed tolerances, and planned secondary operations all narrow the field before a spec is ever written.
Two common scenarios illustrate this clearly:
- Chem film: Parts machined to ±0.001 inch tolerance with electrical grounding requirements
- Anodizing: Components facing marine exposure with ±0.005 inch tolerance and aesthetic requirements
Need help with aluminum machining and finishing? CNC Programming Solutions handles precision CNC machining (4-axis milling, 2-axis lathe work) alongside anodizing and surface finishing services, so production-ready parts come from a single source. Contact us at 405-714-3714 or cncsolutions22@gmail.com to discuss your aluminum component requirements.
Frequently Asked Questions
What is the difference between anodizing and chemfilm?
Anodizing is an electrochemical process using electrical current and acid bath to grow a thick, hard aluminum oxide layer (0.0002-0.002+ inch) integral to the metal. Chem film is a purely chemical conversion coating forming a thin, softer chromium oxide layer (0.00001-0.0001 inch). Anodizing delivers superior hardness and durability; chem film preserves conductivity and adds virtually no dimensional change.
What is chem film coating?
Chem film (chromate conversion coating, alodine, iridite) is a chemical treatment for aluminum that forms a thin chromium oxide layer through dipping, spraying, or brushing (no electricity required). It provides corrosion resistance, strong paint adhesion, and conductivity retention—making it the go-to for tight-tolerance parts, grounding applications, and components receiving a topcoat.
How much does it cost to anodize?
Type II anodizing typically costs $4.50-$10.00 per part, with per-square-inch pricing around $0.10-$0.50; Type III hard coat runs $0.50-$1.50 per square inch. Final pricing shifts with part size, batch volume, and finishing requirements. Chem film generally costs less for equivalent parts due to simpler processing.
Can you anodize after a chem film?
You typically would not anodize over existing chem film—the anodizing process requires direct contact with bare aluminum to grow the oxide layer electrochemically. However, chem film can touch up or repair minor damage to anodized surfaces in some applications where complete re-anodizing is impractical.
Can you paint or powder coat over chem film?
Yes—chem film is an excellent primer layer for paint and powder coat because the chromate surface significantly improves adhesion to aluminum. This workflow is standard practice in aerospace and defense manufacturing, where chem film provides corrosion protection and paint adhesion while maintaining electrical conductivity at uncoated contact points.
What metals cannot be anodized?
Anodizing is primarily effective on aluminum, titanium, and magnesium. Ferrous metals (steel, iron) cannot be traditionally anodized due to their electrochemical properties. Copper, brass, and other non-valve metals are not suitable candidates—making chem film, electroplating, or other coatings the preferred option for mixed-metal assemblies.


