Introduction
Aluminum anodizing is a go-to surface finishing process in precision manufacturing, valued for its durability, corrosion resistance, and aesthetic flexibility. Yet one of the most common questions manufacturers face before committing to a production run is: How much will anodizing actually cost? The answer is rarely straightforward—pricing varies significantly based on anodizing type, part geometry, batch size, and finish specifications.
This guide breaks down real pricing ranges by anodizing type (I, II, and III), the key cost drivers, and practical tips to budget accurately for your production run.
Whether you're specifying Type II for industrial enclosures or Type III hard coat for aerospace-grade components, knowing what moves the price needle helps you avoid budget surprises and spec the right finish for the job.
Key Takeaways
- Typical cost range: Minimum batch fees run $65–$125 for Type II; per-part costs drop from ~$125 at 1-off to under $2 at 1,000-off
- Biggest cost drivers: Type III hard coat, small batch size, custom colors, tight thickness tolerances, and complex masking
- High-volume orders in standard colors (clear or black) on simple, unmask-free parts cost the least
- Expect higher quotes for small batches, custom colors, Type III hard coat, or tight-tolerance parts needing masking
How Much Does It Cost to Anodize Aluminum?
Aluminum anodizing has no fixed price. Costs shift based on anodizing type, part dimensions, batch volume, and finish specifications — and getting these wrong means prototype runs that exceed the machining cost of the part itself, surprise charges for pre-treatment and masking labor, or paying for Type III hard coat when Type II would do the job.
Understanding the actual cost ranges by type is the fastest way to build an accurate budget.
Typical Cost Ranges by Anodizing Type
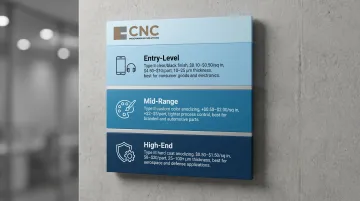
Entry-level (Type II, standard colors, bulk quantity): Type II sulfuric acid anodizing costs $0.10–$0.50 per square inch for clear finishes. Per-part pricing at typical production volumes ranges $4.50–$10.00 for simple geometries with no masking. Standard coating thickness runs 10–25 microns, and colors are limited to clear or black already in production — no special procurement, no batch isolation.
Best for consumer goods, electronics housings, architectural trim, and branded parts where appearance and moderate corrosion resistance matter more than wear performance. Includes basic sulfuric acid anodizing, standard racking, and batch processing with no masking.
Mid-range (Type II with custom color, or mixed-spec batches): Custom color anodizing adds $0.50–$2.00 per square inch above base pricing. Dyeing adds $2.00–$5.00 per part for colors beyond clear and black. Expect this range when specifying proprietary colors, tighter thickness control (beyond ±0.001"), or smaller quantities that don't fully spread setup costs across enough parts.
Covers custom dye colors requiring special procurement and batch isolation, tighter coating thickness control for precision-fit applications, and pre-treatment steps like bead blasting for uniform surface texture. Best for branded consumer products, automotive trim, or short-run CNC machined parts requiring color matching.
High-end (Type III hard coat, complex masking, tight tolerances): Type III hard coat costs $0.50–$1.50 per square inch or $8.00–$20.00 per part depending on size. This range covers aerospace, defense, and heavy-wear industrial components that need coating thicknesses of 25–100+ microns, hardness of 600–700 HV, and salt spray resistance exceeding 1,500 hours.
Includes dense oxide layer processing at near-freezing bath temperatures, optional masking of threaded holes or mating surfaces, and quality verification testing. Applicable to components subject to MIL-A-8625 specifications, hydraulic parts exposed to sliding wear, and industrial machinery requiring hardness comparable to tool steel.
Quick-Reference Pricing Summary
| Tier | Anodizing Type | Cost Range | Thickness | Best For |
|---|---|---|---|---|
| Entry-level | Type II, clear/black | $0.10–$0.50/sq in · $4.50–$10/part | 10–25 µm | Consumer goods, electronics, architectural trim |
| Mid-range | Type II, custom color | +$0.50–$2.00/sq in · +$2–$5/part | 10–25 µm (tighter control) | Branded products, automotive trim, short-run CNC parts |
| High-end | Type III hard coat | $0.50–$1.50/sq in · $8–$20/part | 25–100+ µm | Aerospace, defense, hydraulic/industrial components |
Key Factors That Affect Aluminum Anodizing Cost
Anodizing cost comes down to five variables: process type, part geometry, batch size, color, and surface prep. Knowing how each one drives price helps you avoid invoice surprises and make smarter trade-offs between cost and performance.
Anodizing Type (I, II, or III)
Type I (chromic acid) is rarely used today but costly due to toxic hexavalent chromium handling, hazardous waste treatment, and environmental compliance requirements. Type II (sulfuric acid) is the industry standard and most affordable for the majority of applications—moderate corrosion resistance, good appearance, and straightforward processing. Type III (hard coat) carries the highest cost due to longer run times, near-freezing bath temperatures (approximately 32°F/0°C vs. 65-75°F for Type II), higher voltages (upwards of 100V), and current densities of 24-36 amps per square foot compared to 12-18 ASF for Type II. This translates to higher energy draw and longer cycle times.
Type III typically costs 2 to 3 times more than Type II. For example, if Type II runs $0.30/sq inch, Type III will run $0.60-$0.90/sq inch for the same part geometry and batch size.
Part Size and Batch Quantity
Larger surface areas require more chemicals, longer tank exposure, and greater process control—cost scales with surface area, not just part count. The fixed costs of anodizing (tank setup, chemistry verification, racking labor) are spread across batch quantity, creating powerful economies of scale.
The table below shows illustrative pricing for a black anodized bracket (15-micron Type II), demonstrating how dramatically volume drives unit cost down:
| Quantity | Cost Per Part |
|---|---|
| 1 | $125.00 |
| 10 | $12.00 |
| 100 | $2.80 |
| 200 | $2.50 |
| 1,000 | $1.95 |
That's a 98% reduction from single-piece to production volume. Large orders can reduce per-unit costs by 10-30% through volume discounts.

Coating Thickness and Tolerance Requirements
Standard thickness (Type II at 10-25 microns) is the most cost-effective choice. It requires moderate process control and fits the broadest range of applications.
Tighter tolerances cost more—not less. Very tight thickness tolerances (e.g., ±0.0001") are actually more expensive than looser tolerances (±0.001") because thinner, more precise layers are harder to control. Achieving them demands greater process expertise, frequent bath monitoring, and slower growth rates—all of which add labor and cycle time.
For context, MIL-A-8625 standard coating thickness ranges are:
- Type I (chromic acid): 0.5-7 microns
- Type II (sulfuric acid): 2.5-25 microns (Class 1 undyed: 10-25 microns; Class 2 dyed: 13-25 microns)
- Type III (hard coat): 25-100+ microns
Color Requirements
Standard colors (clear, black) use pre-existing dye baths and require no additional setup. Custom or proprietary colors require special dye procurement, adjusted dwell times, and batch isolation—meaning the anodizer dedicates a tank run exclusively to your order. That exclusivity adds both material cost and scheduling complexity.
On the pricing side: custom color anodizing adds $0.50-$2.00 per square inch above base pricing, while standard colors beyond clear and black add $2.00-$5.00 per part. Premium or proprietary colors also require color-matching samples before production runs. One more constraint worth knowing: Type III hard coat is limited to natural gray or black—other colors are non-uniform against the dark base coating.
Racking, Masking, and Pre-Treatment
Racking method (clamp, weld, bolt) affects how many parts can be processed per batch. Fewer parts per rack means lower yield and higher cost per unit. Masking threaded holes, mating faces, or electrical contact areas is labor-intensive and priced separately at $0.25-$1.00 per square inch, depending on complexity.
Pre-treatment is a separate line item but rarely optional on CNC-machined parts. Bead blasting or polishing adds $0.10-$0.50 per square inch and removes tool marks, residual oxides, and surface inconsistencies that would otherwise telegraph through the anodized layer. A typical pre-treatment sequence covers cleaning/degreasing, etching, and deoxidizing/desmutting.
Cost Breakdown of Aluminum Anodizing
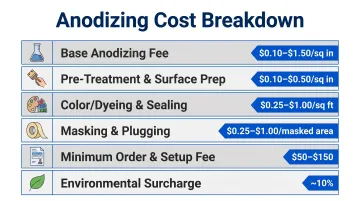
The quoted anodizing price rarely reflects the full cost. Here's what actually goes into it:
Base anodizing process fee (one-time per batch): Covers electrolytic processing time, acid bath consumption, electricity, and basic racking — and is what most per-square-inch or per-part quotes reflect. Expect $0.10–$0.50/sq inch for Type II and $0.50–$1.50/sq inch for Type III.
Pre-treatment and surface preparation (one-time per batch): Cleaning, etching, and deoxidizing steps essential for CNC-machined aluminum parts. These run $0.10–$0.50 per square inch (per Essen Gold Parts) and may be bundled into the quote or charged separately — confirm with your provider.
Color/dyeing and sealing (one-time, if applicable): Dyeing adds a step and material cost. Sealing — whether hot deionized water, nickel acetate, or PTFE for hard coat — typically runs $0.25–$1.00 per square foot (per Essen Gold Parts) and may carry an upcharge for enhanced specs. Proper sealing is what gets parts through salt spray testing (336+ hours for Type II per ASTM B117).
Masking and plugging (one-time, per complexity): Labor cost for manually protecting areas from anodizing. Pricing is based on the complexity and number of masked features — typically $0.25–$1.00 per masked area (per Essen Gold Parts) — not total surface area. Intricate geometries and special handling requirements drive this cost up fast.
Minimum order and setup fees (recurring per order): Most anodizing shops charge a minimum order fee of $50–$150 regardless of quantity (per Tom and Die Cast). This makes small one-off runs costly relative to larger orders. For reference, anodizing a single part runs approximately $50 at Fictiv, while per-unit cost drops as volume increases — since finishing is priced per lot.
Environmental surcharge:
Some contract anodizers add a 10% environmental surcharge to all purchase orders to cover waste handling and regulatory compliance.
Type II vs. Type III Hard Coat: Cost and Performance Compared
The choice between standard (Type II) and hard coat (Type III) anodizing is the single biggest cost decision in most projects.
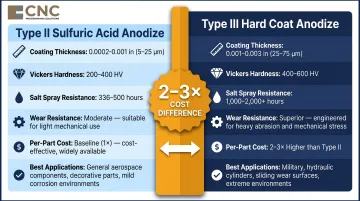
| Property | Type II (Sulfuric Acid) | Type III (Hard Coat) |
|---|---|---|
| Coating Thickness | 5-25 microns | 25-100+ microns |
| Vickers Hardness | 200-400 HV | 600-700 HV |
| Rockwell Hardness | 30-45 HRC | 60-70 HRC |
| Salt Spray (ASTM B117) | 336+ hours | 1,500+ hours |
| Wear Resistance | Moderate | Excellent |
| Per-Part Cost | $4.50-$10.00 | $8.00-$20.00 |
| Cost Multiplier | Baseline (1x) | 2-3x |
| Best Applications | Consumer goods, electronics, architectural trim | Aerospace, hydraulics, sliding surfaces, high-cycle mechanisms |
Type II handles most decorative and general-purpose industrial applications well. Type III is described as "harder than tool steel" and justified only for components subject to sliding contact, abrasion, extreme environments, or regulatory standards (aerospace/military). Choosing Type II for high-wear applications often results in costly rework or premature failure, making Type III the more economical long-term choice.
How to Reduce Aluminum Anodizing Costs Without Sacrificing Quality
Match Anodizing Type to Actual Requirements
Avoid over-specifying. If parts only need corrosion protection and a clean appearance, Type II in a standard color is usually the right choice. Hard coat is only warranted for high-wear or extreme-environment applications — aerospace structures, hydraulic cylinders, robotics, or military/defense parts subject to MIL-A-8625 specifications.
Optimize Batch Size and Design for Rackability
Consolidate orders to increase batch volume — aim for 50+ units to reach sub-$5 per-part pricing. Design choices made at the machining stage have a direct impact on finishing costs. Features that drive up anodizing labor include:
- Sharp corners and deep blind holes that trap chemistry
- Areas requiring masking (rack point access and masked zones add setup time)
- Tight tolerances that require post-anodize grinding
At CNC Programming Solutions, finishing considerations are built into the programming phase — meaning rack point placement and geometry issues get flagged before a part is ever cut, not after it returns from the anodizer.
Standardize Colors and Thickness Specs Where Possible
Running standard colors (clear, black) avoids custom dye setup fees. Requesting a standard thickness range (e.g., 10–25 microns) rather than a tight tolerance (±0.0001") reduces process complexity and cost. Unless your application demands precise dimensional control, standard tolerances (±0.001") are sufficient and far cheaper to process.
What Most Buyers Get Wrong When Budgeting for Anodizing
Three mistakes consistently inflate anodizing costs or produce poor outcomes. Recognizing them before you place an order saves both money and rework time.
1. Budgeting Only on Unit Price
The minimum batch fee, pre-treatment costs, and masking labor can easily double the effective cost on small or complex orders. A $0.30/sq inch quote can climb to $1.50/sq inch once those charges are factored in for a 5-part batch.
Always request a full itemized quote, not just a unit price.
2. Overlooking How Part Design Drives Cost
Deep blind holes, sharp corners, and features requiring masking all increase labor and reduce yield. Design decisions made during CNC programming directly affect finishing costs downstream.
Specifying a threaded hole that must be masked, for instance, adds $0.50–$1.00/sq inch in masking labor. Designing a press-fit insert instead often costs less in total than that single masking step.
3. Choosing Price Over Process Controls
Lower-priced anodizers may cut corners on bath chemistry, racking density, or sealing quality. The result is inconsistent color, uneven coating thickness, or premature corrosion that wipes out any savings from the lower rate.
Regional labor and facility overhead can cause a 15–30% price variance between providers, but price differences don't always signal quality differences. Get 2–3 quotes and ask specifically about sealing methods and salt spray testing capabilities.
Conclusion
Aluminum anodizing cost comes down to a clear set of variables:
- Anodizing type: Type II vs. Type III hard coat
- Part dimensions: Surface area drives bath time and chemical use
- Batch volume: Higher quantities lower per-part cost significantly
- Color requirements: Standard colors cost less; custom dyeing adds to the quote
- Thickness tolerance: Tighter specs mean closer process control and higher cost
- Add-on services: Masking, pre-treatment, and post-treatment all affect the final price
Knowing where each variable lands in your project lets you make deliberate trade-offs rather than getting caught off guard by the final invoice.
The right anodizing choice matches the performance demand of the application. Type II in standard colors delivers solid value for decorative or moderate-duty parts. For high-wear, extreme-environment, or aerospace components—where surface hardness above 60 Rockwell C matters—Type III hard coat earns its 2–3x price premium. Paying for more than your application requires wastes budget; paying for less risks premature part failure.
Frequently Asked Questions
How much does it cost to anodize aluminum?
Typical costs range from minimum batch fees of $65-$125 for Type II standard colors to per-part pricing of $4.50-$10.00 at production volumes. Type III hard coat runs $8.00-$20.00 per part. Volume discounts are significant — a part costing $125 at 1-off can drop to $1.95 at 1,000-off.
How much does anodizing cost per square foot?
Architectural anodizing is typically quoted at $2.00-$5.00 per square foot for Type II. For small precision parts, shops quote per square inch ($0.10-$0.50 for Type II clear) or per part. Type III hard coat ranges $0.50-$1.50 per square inch, or approximately $72-$216 per square foot.
How much does it cost to anodize small parts?
Small parts are heavily impacted by minimum batch fees of $50-$150. Per-part cost drops dramatically with quantity: expect $50-$125 for 1-off, $10-$12 for 10-off, $4-$5 for 50-off, and under $2 for 1,000-off. To minimize cost, consolidate orders to batches of 50+ units.
How much does hard coat (Type III) anodizing cost?
Type III typically costs 2 to 3 times more than Type II due to longer processing time, near-freezing bath temperatures, and higher energy consumption. Expect $0.50-$1.50 per square inch or $8.00-$20.00 per part depending on size and complexity.
Is anodizing cheaper than painting?
Painting has lower upfront cost—15-30% cheaper for small batches—but requires maintenance and touch-ups over time. Anodizing costs about 20% more initially but breaks even at year 6-8 and lasts 15-25 years vs. 5-10 for paint, making it more cost-effective over the life of the part.
Is anodizing cheaper than powder coating?
Powder coating is comparable or slightly cheaper for decorative applications, but anodizing delivers better corrosion resistance (1,000+ hours salt spray vs. 500-1,000 for powder) and dimensional precision — critical for tight-tolerance or long-service-life parts. For functional aluminum components, anodizing is the better value at similar initial cost.