Introduction
Manufacturers in medical, aerospace, automotive, and electronics face mounting pressure to produce smaller, more complex precision parts at higher volumes. Conventional CNC lathes struggle with this demand—especially on slender components where even slight deflection ruins dimensional accuracy. Parts with length-to-diameter ratios exceeding 3:1 often vibrate, chatter, or deflect under cutting forces, making it unreliable to hold tolerances tighter than ±0.001 inches.
Swiss screw machining solves this directly. By supporting the workpiece at the cutting point through a guide bushing, Swiss-type CNC machines eliminate deflection and achieve tolerances down to ±0.0002 inches on parts as small as 0.010 inches in diameter.
TLDR:
- Swiss machining uses a guide bushing to support slender parts at the cut point, enabling tolerances of ±0.0002"
- Up to 13-axis capability completes complex features in one setup, cutting cycle times by 40-60%
- Ideal for parts under 1.25" diameter with high L:D ratios, tight tolerances, and medium-to-high volumes
- Essential for medical devices, aerospace fasteners, automotive, and electronics needing micron-level precision
What Is Swiss Screw Machining?
Origins in Swiss Watchmaking
Swiss screw machining originated in the 1870s in Switzerland's Jura Mountains—the heart of the watchmaking industry. Inventor Jakob Schweizer developed a lathe with a sliding headstock to produce the tiny, precise components required for mechanical watches. Nicolas Junker industrialized the design in Moutier, Switzerland beginning in 1883, founding Tornos to manufacture these specialized machines.
That original principle — supporting long, slender parts as close to the cut as possible — still defines how Swiss machines work.
Core Concept and Mechanism
Swiss screw machining (also called Swiss CNC machining or Swiss-type turning) is a precision turning process that uses a sliding headstock and guide bushing to feed bar stock through the machine. Unlike conventional lathes where the workpiece is held stationary in a chuck, Swiss machines grip rotating bar stock in the headstock and slide it axially through a stationary guide bushing toward fixed cutting tools.
The guide bushing supports the workpiece 1-3 mm from the cutting tool, virtually eliminating deflection even on parts with length-to-diameter ratios up to 30:1. This localized support is what enables Swiss machines to hold tolerances as tight as ±0.0002 inches .
Cam-Driven vs. CNC Machine Types
Two main machine categories exist:
Automatic cam-driven Swiss screw machines: The original design where camshafts generate tool motion. One camshaft revolution produces one part. Known as "automatic lathes" in Europe, these machines excel at legacy, high-volume production of simple parts.
CNC Swiss screw machines: First introduced with the Tornos Elector 16 in 1978, CNC Swiss machines use computer code and servos instead of mechanical cams. They're programmable, multi-axis (7-13 axes), and suitable for complex geometries. Setup times dropped from days to hours.
CNC has since overtaken cam-driven machines as the industry standard. Grand View Research reports that the CNC operation segment accounted for 78.9% of the precision machining market in 2025, reflecting how broadly shops have adopted programmable Swiss equipment.
How Does Swiss Screw Machining Work?
Sliding Headstock Mechanism
The defining mechanical difference: while conventional lathes hold the workpiece stationary and move the tool, Swiss machines do the opposite. The headstock grips the rotating bar stock and slides it axially along the machine's longitudinal axis (Z-axis) through a stationary guide bushing toward fixed cutting tools.
This inverted approach allows continuous feeding of bar stock, enabling lights-out production with minimal operator intervention.
The Guide Bushing's Critical Role
The guide bushing is the heart of Swiss machining precision. This stationary bushing supports the workpiece exactly at the point of cutting—typically 0.020" to 0.080" from the cutting tool. Guide bushings are ground to tolerances of ±0.0002" or better.
By supporting material directly at the cut point, the guide bushing:
- Eliminates deflection and vibration
- Prevents harmonics that degrade surface finish
- Enables machining of parts with L:D ratios up to 30:1
- Maintains dimensional accuracy on diameters as small as 0.010"
This localized support is why Swiss machining routinely achieves tolerances of ±0.0001" to ±0.0005" while conventional turning typically holds ±0.001" to ±0.003".
Multi-Axis Capability and Live Tooling
Modern CNC Swiss machines operate on 7-13 axes and feature live (power-driven) tooling, enabling several operations to run simultaneously rather than sequentially:
- The main spindle handles turning, facing, threading, and grooving
- Live tooling performs milling, drilling, tapping, and cross-drilling in the same cycle
- The sub-spindle grips the finished part for back-end operations while the main spindle starts the next part
- B-axis capability cuts complex angular features without re-fixturing

Parts requiring turning, cross-drilling, milling, threading, and knurling can be completed in a single cycle instead of 3-4 separate setups on conventional equipment.
Automatic Bar Feeding
That multi-axis capability pairs with automatic bar feeding to maximize throughput. Swiss machines feed bar stock up to 1.25 inches in diameter through the headstock and guide bushing continuously, allowing machines to run for hours producing identical parts with minimal operator intervention.
Cycle times for simple turned parts range from 10-90 seconds; complex parts with multiple features take 2-6 minutes per cycle.
Why CNC Programming Quality Determines Output
Even with capable hardware, Swiss machining's precision potential depends on expert CNC programming. Intricate multi-axis toolpaths must coordinate simultaneous operations across the main spindle, sub-spindle, and live tooling stations—and small programming errors cascade into scrap, rework, or tool damage.
Programming quality directly shapes:
- Part dimensional accuracy
- Surface finish quality
- Cycle time efficiency
- Tool life and wear patterns
For manufacturers running complex Swiss operations, getting the programming right from the first cycle is what separates profitable production runs from costly ones. CNC Programming Solutions specializes in custom CNC programming for multi-axis operations, helping shops optimize toolpaths before a single part hits the floor.
Top Benefits of Swiss Screw Machining
Exceptional Precision and Surface Finish
The guide bushing's close-to-cut support enables micro-level accuracy on small-diameter components. Swiss machining routinely holds tolerances of ±0.0002″ to ±0.0005″, compared to ±0.001″ to ±0.003″ on conventional turning.
Surface finish quality is equally superior:
| Swiss Machining | Conventional Turning | |
|---|---|---|
| Tolerance | ±0.0002″–0.0005″ | ±0.001″–0.003″ |
| Surface Finish | Ra 4–16 microinch | Ra 16–32 microinch |
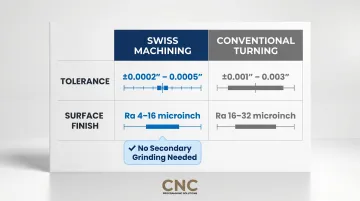
Parts typically come off the machine within spec — no secondary grinding or polishing needed. For medical and aerospace work, where surface integrity affects biocompatibility and fatigue resistance, that matters.
Faster Cycle Times and Higher Output
Simultaneous multi-tool operation dramatically reduces cycle times. One documented comparison showed a 62% cycle time reduction—3 seconds per part on Swiss versus 8 seconds on standard CNC for comparable work.
Additional time savings come from:
- Consolidated operations: Up to 5 tools cutting simultaneously
- Automatic bar feeding: Continuous production without manual loading
- Reduced secondary operations: Complex features completed in one setup
- Sub-spindle backworking: Next part starts while previous part finishes
According to industry data, Swiss machining delivers 40-60% total manufacturing time reduction compared to separate conventional machining processes.
Reduced Waste and Material Efficiency
The precision of CNC Swiss machining minimizes scrap rates through several mechanisms:
- Guide bushing support prevents out-of-spec parts caused by material whip and deflection
- Localized cutting support eliminates vibration-induced dimensional errors
- Single-setup operations remove re-fixturing as a source of positional error
- Parts regularly meet final specifications without secondary grinding or polishing
Swiss lathes do leave remnant bar sections of roughly 5–12 inches per bar change — a real but minor trade-off. For high-volume runs of complex parts, the scrap reduction from fewer setups and tighter dimensional control far outweighs that loss.
Key Applications Across Industries
Medical Devices
Swiss screw machining is critical for medical manufacturing where micron-level tolerances and biocompatible materials are non-negotiable. Common applications include:
- Surgical screws and orthopedic pins
- Bone screws (often produced using thread whirling)
- Dental implants
- Catheter fittings and components
- Instrument shafts and spinal hooks
Materials commonly machined include titanium (Ti-6Al-4V), medical-grade stainless steel (316L, 17-4 PH), and vacuum-arc-remelted (VAR) stainless steel. Swiss shops serving medical frequently maintain ISO 13485 certification for quality management.

Aerospace and Defense
Aerospace demands tighter material integrity and traceability than nearly any other sector. Swiss machining produces:
- Miniature fasteners and guide pins
- Fuel system fittings and connectors
- Precision shafts for structural assemblies
- Weight-saving titanium fasteners
- Gyroscope housings and sensor components
Shops serving aerospace typically hold AS9100 certification, ITAR registration, and DFARS compliance.
Automotive and Electronics
High-volume, high-repeatability requirements define both sectors. Swiss machining handles automotive components such as:
- Fuel injector components (±0.0005" tolerance)
- Transmission pins and bushings
- Hydraulic fittings and valve components
- Turbocharger components and EV connector pins
On the electronics side, the same precision applies at even smaller scales:
- Connector pins under 0.25" diameter
- Conductive contacts and terminals
- Sensor housings and microelectronics components
General Industrial and Hydraulics/Pneumatics
Swiss machining serves any industry requiring small, complex turned parts at scale:
- Hydraulic and pneumatic valves
- Precision spools and fittings
- Micro-fluidic valves
- Custom precision hardware for IT and instrumentation
- Power transmission components
If a part is long, slender, and demands tight tolerances in volume production, Swiss machining is almost always the right process.
Swiss Screw Machining vs. Conventional CNC Turning
Guide Bushing vs. Fixed Chuck: The Core Distinction
The two machining approaches differ most fundamentally in how they support the workpiece during cutting. Conventional CNC lathes hold the workpiece in a fixed chuck with unsupported extension. On slender parts, this unsupported length (typically 2–6 inches) makes the workpiece prone to deflection under cutting forces. At length-to-diameter ratios exceeding 4:1, deflection becomes severe.
Swiss machines use the guide bushing to support material 0.04–0.12 inches from the cut point, enabling tight tolerances on parts with L:D ratios up to 30:1.
Operational Scope Comparison
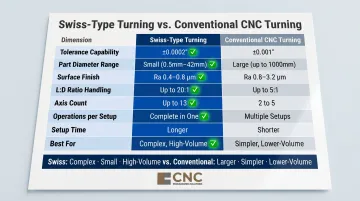
| Dimension | Swiss-Type Turning | Conventional CNC Turning |
|---|---|---|
| Tolerance capability | ±0.0001" to ±0.0005" | ±0.001" to ±0.003" |
| Part diameter range | 0.010" to 1.5" (standard to 1.25") | 0.5" to 20"+ |
| Surface finish | Ra 4-16 microinch | Ra 16-32 microinch |
| L:D ratio handling | Up to 30:1 routinely | Deflection issues above 4:1 |
| Axis count | 7-13 axes with live tooling | Typically fewer axes, multiple setups |
| Operations per setup | Turning, milling, drilling, threading, tapping in 1 cycle | Typically 1 operation type; secondary setups required |
| Setup time | 2-3 hours (programming + setup) | ~15 minutes |
| Best for | Complex, small-diameter, high-volume | Larger diameter, simpler geometries, lower volumes |
When Conventional Turning Is Better
Conventional CNC turning remains the better choice for:
- Parts larger than 1.25-1.5 inches in diameter
- Simple cylindrical geometries with minimal cross-features
- Low-volume jobs where Swiss setup cost isn't justified
- Parts with L:D ratios under 3:1 where deflection isn't a concern
When Is Swiss Screw Machining Right for Your Project?
Ideal Part Characteristics
Swiss machining is the optimal choice when parts exhibit these characteristics:
| Characteristic | Swiss Machining Threshold | Notes |
|---|---|---|
| Diameter | Under 1.25" (32mm) | Handles parts as small as 0.010"; beyond 1.25", conventional turning is more practical |
| Length-to-diameter ratio | Exceeds 3:1 | Guide bushing support prevents whip; Swiss excels up to 20–30:1 ratios |
| Geometric complexity | 3+ distinct features | Combines turning, cross-drilling, milling, threading, and knurling in one cycle |
| Tolerance | ±0.0005" or tighter | If tolerances are looser than ±0.001", conventional turning may cost less |
| Surface finish | Ra 16 microinch or better | Machining stability often eliminates the need for secondary grinding |
Production Volume Considerations
Part geometry alone doesn't determine fit — production volume matters just as much. Swiss machining setup (2–3 hours for programming and tooling) runs significantly longer than conventional turning (~15 minutes), so cost-effectiveness depends on spreading that setup time across enough parts.
General volume thresholds:
- Runs exceeding 1,000 parts are where Swiss machining clearly pays off
- Break-even falls between 100–1,000 pieces, depending on part complexity
- Prototyping runs under 100 units rarely justify setup costs on their own
However, modern CNC Swiss machines with reduced setup times make smaller batches viable when part complexity, tolerances, or quality requirements make conventional alternatives impractical.
Decision Checklist
Swiss screw machining is likely the right process if three or more of these apply:
- Part diameter under 1.25 inches
- Length-to-diameter ratio exceeds 3:1
- Part requires 3 or more distinct machined features
- Tolerances are ±0.0005" or tighter
- Production volume is 100 pieces or more
- Surface finish of Ra 16 microinch or better is required
Frequently Asked Questions
What is the difference between Swiss screw machining and conventional CNC turning?
Swiss machines use a guide bushing to support the workpiece at the cutting point, enabling tolerances of ±0.0002" and strong performance on slender, high L:D ratio parts. Conventional CNC lathes hold the workpiece in a chuck and are better suited for larger-diameter parts with simpler geometries and more relaxed tolerances.
What tolerances can Swiss screw machining achieve?
CNC Swiss machines routinely hold tolerances of ±0.0002" to ±0.0005", with some high-precision setups reaching ±0.0001" depending on part geometry, material, and spindle accuracy.
What materials can be machined with Swiss screw machines?
Swiss machines accommodate most metals used in industrial applications including stainless steel (303, 316L, 416, 17-4 PH), aluminum (6061-T6, 2024, 7075), brass, copper, titanium (Ti-6Al-4V), Inconel, and engineering-grade plastics like PEEK and Delrin.
Is Swiss screw machining cost-effective for small batch production?
Swiss machining delivers the greatest cost advantages at medium-to-high volumes (typically 1,000+ parts). That said, reduced setup times on modern machines make smaller batches—even below 100 units—viable when part complexity or tight tolerances make conventional turning impractical.
What industries rely most heavily on Swiss screw machining?
Medical devices, aerospace, automotive, electronics, and hydraulics/pneumatics are the primary sectors. These industries share a common need for small, complex, high-precision parts produced consistently at scale with tight tolerances and superior surface finishes.
What are the main limitations of Swiss screw machining?
Swiss machining is limited to bar stock diameters up to 1.25 inches (some machines reach 1.5-2.0 inches) and involves higher machine costs with setup times of 2-3 hours per job. It's less practical for large-diameter parts, simple geometries, or true one-off prototypes where conventional turning is faster and cheaper.