Introduction
Swiss-style turning is a specialized CNC machining process that uses a sliding headstock and guide bushing to support bar stock at the cutting point. This setup enables tolerances as tight as ±0.0001 inches — roughly one-sixteenth the diameter of a human hair — making it essential for medical manufacturing, where dimensional errors can directly affect patient safety.
Medical device manufacturing has specific demands Swiss turning is built to meet:
- Micron-level tolerances on geometrically complex geometries
- Single-setup completion that reduces contamination risks between operations
- Repeatable output across batches of titanium and surgical-grade stainless steel
According to industry data, Swiss-type concentricity tolerances of ±0.0001 inch are achievable in medical applications — a hard requirement for orthopedic implants, bone screws, and surgical instruments where microscopic deviations can compromise biocompatibility.
Despite its widespread adoption, many engineers and procurement teams misunderstand how the process actually works, which capabilities it truly offers, and when it may not be the right fit. This guide addresses all of it: technical fundamentals, medical applications, key success factors, and the situations where Swiss turning is the wrong choice.
Key Takeaways
- Swiss turning supports material right at the cutting zone using a guide bushing, eliminating deflection and enabling ±0.0001-inch concentricity tolerances
- Reduces handling, contamination risk, and secondary operations in a single setup—critical for FDA and ISO 13485 compliance
- Handles turning, milling, drilling, and back-working in one cycle across 5 to 11+ controlled axes
- Success depends on material selection, chip management, high-pressure coolant (500–1,000+ PSI for titanium), and precise multi-axis programming
- Not always optimal for parts above 1.5 inches in diameter, low-volume non-complex geometries, or short stubby components
What Is Swiss-Style Turning?
Swiss-style turning (also called Swiss-type or Swiss screw machining) is a subtractive machining method in which bar stock is fed through a guide bushing, and the headstock slides axially while stationary tools cut the material. The defining characteristic is that the cutting point is always supported by the guide bushing, which grips the bar stock within fractions of an inch of the cutting tool.
The contrast with conventional CNC turning is significant. On a standard lathe, the workpiece is cantilevered from the chuck with no support near the cutting zone — leading to deflection, chatter, and dimensional errors on long slender parts. Swiss-type machines feed the bar through the guide bushing, where "the adjustable guide bushing supports the bar at all times close to the turning tools," according to Citizen Machinery.
| Factor | Swiss-Style Turning | Conventional CNC Turning |
|---|---|---|
| Workpiece support | Guide bushing at cutting zone | Chuck only — no near-point support |
| Long slender parts | Handles high L:D ratios reliably | Prone to deflection and chatter |
| Cutting zone stability | Continuous support as headstock travels | Fixed support, unsupported overhang |
| Best suited for | Small-diameter, tight-tolerance parts | Larger diameter, shorter components |
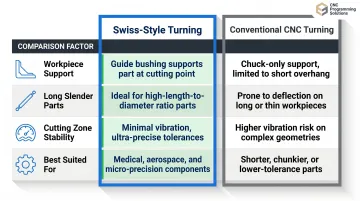
This design lets the guide bushing continuously support the work at the cutting zone as the headstock travels axially — enabling parts with high length-to-diameter ratios to be machined to tolerance that a standard lathe simply cannot hold.
Why Swiss-Style Turning Is the Standard for Medical Parts Manufacturing
Tolerance Requirements Drive Process Selection
Swiss turning dominates medical production because the guide bushing support system allows tolerances as tight as ±0.0001 inches for concentricity—essential for implants and devices where dimensional error can compromise patient safety. General dimensional tolerances of ±0.0002 to ±0.0005 inches are achievable depending on material and geometry.
When a bone screw's thread form is off by just a few tenths of a thousandth of an inch, it can fail to achieve proper purchase in bone tissue. When a spinal implant connector is out of concentricity, it may not seat correctly in the surgical assembly. Swiss turning addresses these risks by keeping the cutting point continuously supported—eliminating the deflection that causes tolerancing errors.
Single-Setup Completion Reduces Contamination and Error
Eliminating secondary operations is essential in medical contexts. Every time a part is re-fixtured or moved to another machine, there is risk of:
- Contamination from handling or coolant transfer
- Tolerance stack-up from re-chucking errors
- Surface damage from clamping
Single-setup machining on a Swiss-type machine reduces these risks by completing all operations—turning, milling, drilling, threading, and cutoff—in one uninterrupted cycle. This aligns with FDA and ISO 13485 quality standards. As of February 2, 2026, the FDA's Quality Management System Regulation incorporates ISO 13485:2016 by reference, mandating process validation and full traceability from raw material lot to finished part. Swiss turning's documented consistency and repeatable output support these requirements more effectively than multi-step, multi-machine processes.
Medical Materials Are Difficult to Machine
Medical parts demand high-volume consistency across batches of small, geometrically complex components in materials that resist cutting. Common examples include:
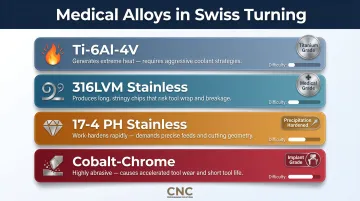
- Ti-6Al-4V (Grade 5 titanium) — low thermal conductivity, prone to work hardening
- 316LVM stainless steel — stringy chip formation, abrasive on tooling
- 17-4 PH stainless — variable hardness across heat treatment states
- Cobalt-chrome alloys — extreme hardness with poor machinability ratings
Each of these materials makes deflection control critical. By contrast, conventional turning introduces chatter on small-diameter parts, requires multiple setups that compound tolerancing error, and falls short of the surface finish quality biocompatible implants require. The guide bushing eliminates these problems by supporting the workpiece right where the tool engages it.
Primary Categories of Medical Parts Produced Using Swiss-Style Turning
Orthopedic Implant Hardware
Bone screws, pins, and spinal components represent the largest medical application of Swiss-type turning. Industry sources describe Swiss-style lathes as "the most popular multitasking machine" for bone screw production, with one major manufacturer (Smith & Nephew's Trauma Division) operating nearly 60 Swiss lathes as of 2005. The global bone screw system market was valued at approximately $1.7 billion in 2023, with a projected CAGR of 5.6% through 2032.
Bone screws require multi-start threads, precise shank diameters, and intricate head geometries—all completed in a single setup on Swiss-type machines using thread whirling or cutting tools.
Minimally Invasive and Endoscopic Components
Swiss turning's guide bushing support enables the extremely tight length-to-diameter ratios required for endoscopic shafts, tips, and connectors. These small-diameter components — often below 5mm in diameter with lengths exceeding 100mm — would deflect under cutting forces on conventional lathes. Swiss turning's continuous bar support eliminates that problem, making it the standard production method for these parts.
Dental and Neurological Implant Components
Dental implant screws, abutments, and neurostimulation device parts demand intricate geometries and biocompatible finishes in a single uninterrupted cycle. Swiss turning handles all of this in one setup, including:
- Fine threads for secure osseointegration and device anchoring
- Hexagonal drive features for precise torque application
- Tight dimensional tolerances for biocompatible fit and finish
No secondary operations required.
How Swiss-Style Turning Works for Medical Components
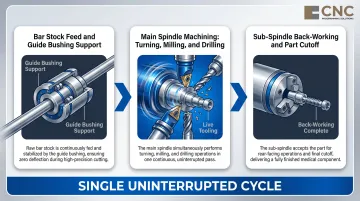
End-to-End Process Summary: Bar stock is loaded into a bar feeder, fed through the guide bushing, held by the rotating main spindle, cut by stationary and live tools, then transferred to a sub-spindle for back-working—all within one machine cycle and one CNC program.
Inputs:
- Precision-ground bar stock (titanium, stainless steel, cobalt-chrome, or PEEK)
- Calibrated tooling (inserts, thread whirlers, drills)
- High-pressure coolant (500–1,000+ PSI for medical alloys)
- Multi-axis CNC programs coordinating simultaneous tool paths
Expert CNC programming drives the entire process. Machines with 5 to 11+ controlled axes require intricate multi-channel programs that synchronize the main spindle, sub-spindle, gang tooling, and live tooling stations simultaneously. Any mis-synchronization results in scrapped parts — and on medical-grade components, that's not a recoverable error.
Step 1: Bar Stock Feed and Guide Bushing Support
The bar feeder advances bar stock through the guide bushing automatically. The guide bushing grips and supports the bar within fractions of an inch of the cutting tool, eliminating deflection. As each part length is machined, the sliding headstock advances the bar incrementally through the bushing to the next cutting position.
This near-point support is what sets Swiss turning apart. Conventional lathes can't hold a bar this close to the cut, which makes them unsuitable for long, slender parts.
Step 2: Main Spindle Machining — Turning, Milling, and Drilling
Stationary cutting tools in the gang tool arrangement handle turning operations. Live (rotating) tools on the Y-axis and C-axis handle milling, drilling, and cross-hole work — simultaneously or in sequence. This is where complex medical geometries are generated:
- Multi-start bone screw threads
- Hexagonal or Torx drive features
- Cross-holes for locking mechanisms
- Flats and off-center features
All of these operations occur in the same chucking without repositioning the part, eliminating tolerance stack-up from multiple setups.
Step 3: Sub-Spindle Back-Working and Part Cutoff
The sub-spindle moves in, grips the finished front end of the part, and holds it while the cutoff operation separates it from the bar. With both ends supported, additional milling or drilling operations on the back end are completed before the finished part is released—arriving complete, with no secondary operations.
This sub-spindle back-working capability is critical for medical parts that require features on both ends, such as bone screws with threaded tips and hexagonal drive heads.
Key Factors That Affect Swiss-Style Turning in Medical Manufacturing
Materials and Their Machinability
Titanium (Grade 5 Ti-6Al-4V):
Titanium alloy has a thermal conductivity of just 6.7 W/m-K—heat does not dissipate through chips, concentrating in the cutting zone. This leads to built-up edge, notching, and chip welding. Sandvik Coromant recommends cutting speeds of 60 m/min for roughing and 180–240 m/min for finishing, with positive rake geometry, tough substrates, and sharp edges.
316L and 17-4 PH Stainless Steel:
316LVM (low-carbon vacuum melted) is the surgical-grade variant used for implants. It has a machinability rating of approximately 36% compared to free-machining steel. 17-4 PH stainless produces stringy chips that wrap around the part and require oscillation cutting (G8.5P2) to break chips and reduce heat.
Cobalt-Chrome (CoCr):
Used for joint components, cobalt-chromium alloys exhibit significant abrasive wear on cemented carbide tooling and generate high cutting temperatures, requiring specialized insert coatings and cutting strategies.
PEEK (Polyetheretherketone):
PEEK is a biocompatible engineering plastic used in select non-metallic device parts. It requires fine-grained C-2 carbide for short runs or PCD (polycrystalline diamond) tooling for long runs, with cutting speeds of 300–800 ft/min.
Chip Control and High-Pressure Coolant
Stringy, unbroken chips are a persistent challenge in medical Swiss turning. Deep cuts taken in a single pass generate long chips that can wrap around the part, re-cut, and damage surface finish.
Coolant pressure thresholds:
- Sandvik Coromant recommends a minimum of 500 PSI for titanium machining
- Blaser Swisslube documented effective titanium machining at 70 bar (approximately 1,015 PSI) with 200 l/min flow rate, achieving 15–50% longer tool life with optimized coolant chemistry
High-pressure coolant (500–1,000+ PSI) is now standard on medical-grade Swiss machines to direct chips away from the cutting zone, prevent re-cutting, and protect surface finish. Many Swiss-type OEM models include "HP" (High Pressure) designations, confirming that this capability is integrated into machine design.
Tooling Design and Insert Geometry
Thread Whirling for Bone Screws:
Thread whirling is the dominant process for producing bone screws on Swiss-type lathes. Horn Group documented bone screw production using whirling tools with insert tolerances below 0.002 mm (0.079 mil) and inner radii tolerances of ±0.005 mm (0.197 mil). These tools can produce single- and multi-start threads using a single set of inserts, with high-speed whirling providing up to 30% cycle time reduction versus conventional methods.

Insert thickness increases with each additional thread start. Kyocera Precision Tools' TW Series thread whirlers support up to 4-start threads with maximum insert thicknesses of 6.0–6.5mm depending on configuration.
Specialized Insert Coatings:
Titanium and cobalt-chrome require tough substrates with hard lubricious coatings. Sandvik Coromant's S205 grade offers 30–50% higher cutting speeds for titanium without compromising tool life.
CNC Programming Precision and Axis Synchronization
Tooling geometry sets the ceiling for part quality — but the CNC program determines whether a machine reaches it. Modern Swiss-type machines operate with 5 to 11+ controlled axes simultaneously. Tornos product data confirms axis counts ranging from 5 axes (SwissDT HP series) through 11 axes (SwissDECO 36), with some configurations reaching 12 axes.
The accuracy of the CNC program directly determines whether a medical part meets its tolerance specification or is scrapped. Poor synchronization between the main and sub-spindle, live tooling, and gang tools introduces dimensional variation that compounds across a production run. Key programming controls that prevent this include:
- Multi-channel synchronization logic to coordinate simultaneous axis movement
- Macro-driven tool offset adjustments that correct for thermal drift during lights-out runs
- Oscillation cutting cycles (such as G8.5P2) to break stringy chips before they re-cut the surface
Common Misconceptions and When Swiss Turning May Not Be Appropriate
Misconception: Swiss Turning Is Only for Round, Slender Parts
Swiss-type machines handle far more than round, slender parts. Complex prismatic medical components — flat surfaces, milled pockets, non-round profiles — are routinely completed in a single Swiss setup. The guide bushing and sub-spindle together provide access to virtually all part surfaces, eliminating secondary operations. Many shops overlook this and route work to machining centers when Swiss turning would be faster and more precise.
That said, Swiss turning isn't the right answer for every job.
When Swiss Turning Is Not the Right Choice
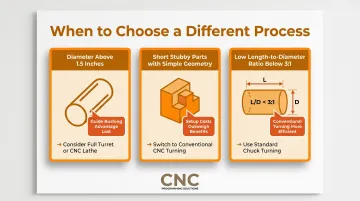
Three situations consistently favor a different process:
- Diameter above 1.5 inches — The maximum Swiss-type bar capacity is 38mm (~1.5"), per Tornos SwissDT 38 HP and Star SX-38 specs. Beyond this, the guide bushing advantage disappears and a conventional chucker or turning center is more economical.
- Short, stubby parts with simple geometry — When parts lack tight length-to-diameter ratios or complex features, Swiss setup costs and programming overhead outweigh any benefit. A standard CNC lathe or machining center does this work better.
- Low length-to-diameter ratios — Swiss turning gains its biggest advantage above 3:1 L/D ratios, with clear benefits at 5:1 to 6:1. Below 3:1, conventional turning is typically more efficient.
Signs You're Over-Applying Swiss Turning
If a shop runs all sub-1.5-inch parts on Swiss-types regardless of geometry, volume, or tolerance, it's likely over-applying the process. Before defaulting to Swiss, evaluate three factors for each part: length-to-diameter ratio, tolerance requirement, and secondary operation count. Parts that fail all three criteria belong on a conventional lathe.
Frequently Asked Questions
What is a multi-axis machine?
A multi-axis machine is a CNC machine tool capable of moving the cutting tool or workpiece along more than the standard 3 linear axes (X, Y, Z), allowing it to cut complex geometries in a single setup. Swiss-type lathes typically operate with 5 to 11+ controlled axes simultaneously.
Are there 7-axis CNC machines?
Yes, 7-axis CNC machines exist and are used in advanced machining operations. In Swiss-type turning, models like the Tornos SwissGT B-series (13B, 26B, 32B) incorporate a B-axis, creating 7-axis configurations. Each additional axis enables more complex geometries in a single cycle.
What tolerances can Swiss-style turning achieve for medical parts?
Swiss-style turning can hold concentricity tolerances as tight as ±0.0001 inches, with general dimensional tolerances of ±0.0002 to ±0.0005 inches depending on material and part geometry—making it the preferred process for critical medical components with tight dimensional requirements.
What medical parts are most commonly produced using Swiss-style turning?
The most common categories include:
- Bone screws and orthopedic fasteners
- Dental implant components (abutments, screws)
- Surgical instrument parts
- Endoscopic device components (shafts, tips)
- Cardiac device parts (pacemaker and defibrillator components)
- Drug delivery system fittings
What materials are used in Swiss turning for medical components?
Common materials include:
- Titanium (Grade 2 and Grade 5/Ti-6Al-4V) for bone screws and implants
- 316L and 17-4 PH stainless steel
- Cobalt-chrome alloys for joint components
- PEEK and other engineering plastics for non-metallic parts
Each requires specific tooling, speeds, and coolant strategies.
How does Swiss-style turning differ from conventional CNC turning for medical parts?
The key difference is the guide bushing. Conventional CNC turning cantilevers the workpiece from the chuck, causing deflection and chatter on long slender parts. Swiss turning supports the material right at the cutting zone, enabling tighter tolerances, better surface finish, and full part completion in a single setup.