Introduction
Swiss machining comes up constantly in precision manufacturing discussions, yet the mechanics behind it remain misunderstood by many engineers and procurement teams evaluating it for the first time.
A CNC Swiss lathe is a precision turning machine that uses a sliding headstock and guide bushing to produce small, complex parts with tight tolerances. Unlike conventional lathes that clamp the workpiece at one end, Swiss lathes support bar stock directly at the cutting zone—eliminating the deflection that limits accuracy on slender components.
That support arrangement is what allows medical device manufacturers to hold ±0.0002-inch tolerances on orthopedic screws, aerospace suppliers to meet concentricity requirements on fuel fittings, and electronics producers to maintain consistency across millions of connector pins.
That specificity cuts both ways. Understanding Swiss machining at a mechanical level prevents costly misapplication: shops that default to Swiss machines for every small part absorb unnecessary setup costs and programming complexity when tolerances don't demand it. Manufacturers who overlook it entirely miss the only practical method for producing long, thin components at production volumes.
This guide covers how a Swiss lathe works, what distinguishes it from conventional turning, and when it's the right process choice.
Key Takeaways
- Swiss lathes support bar stock at the cutting point via a guide bushing, eliminating deflection on slender parts with length-to-diameter ratios above 3:1
- Single-cycle operations combine turning, milling, drilling, and threading across 7-12 controlled axes — no secondary setups needed
- Medical, aerospace, and electronics industries depend on Swiss machining for tolerances as tight as ±0.0002 inches
- Poor fit for parts above ~1.5 inches in diameter, short runs, or operations without Swiss-specific programming knowledge
What Is a CNC Swiss Lathe?
A CNC Swiss lathe is a computer-controlled turning machine with a sliding headstock and hardened guide bushing that supports bar stock directly at the cutting zone — not clamped at one end like a conventional lathe.
That distinction matters in practice. The design enables consistent, high-precision production of small-diameter components (typically under 1.25 inches) with minimal radial deflection, tight tolerances, and fine surface finishes.
Historical Development
Swiss-type lathes emerged in the late 1800s in Switzerland to serve the growing watchmaking industry, with the invention commonly attributed to Solothurn watchmaker Jakob Schweizer. Engineer Nicolas Junker industrialized their manufacture, introducing the first automatic lathe in 1891. As CNC technology evolved, Swiss lathes gained multi-axis control and live tooling, transforming them from niche watchmaking tools into precision standards across medical, aerospace, and electronics manufacturing.
Key Components of a Swiss-Type Lathe
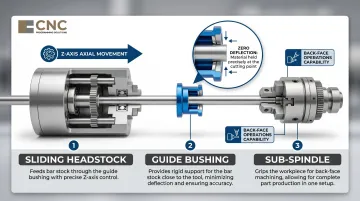
Three defining components enable Swiss lathes to eliminate deflection:
- Sliding Headstock — Advances bar stock axially along the Z-axis, feeding material into the cutting zone incrementally rather than holding it stationary.
- Guide Bushing — A hardened support that holds bar stock within millimeters of the cutting zone. It rotates with the workpiece and limits unsupported length to 1-2 times the bar diameter.
- Sub-Spindle — Picks up the part as it's cut off, enabling back-side drilling, tapping, or secondary turning and completing parts in a single, unattended cycle.
Contrast with Conventional Lathes
Conventional CNC lathes use a fixed headstock that clamps the workpiece at one end, leaving unsupported material extending into the cutting zone. This cantilever configuration causes deflection and vibration on long, slender parts. Swiss lathes structurally eliminate that problem through guide bushing support.
How a CNC Swiss Lathe Works
The core principle inverts conventional lathe operation: tools remain stationary near the guide bushing while the sliding headstock feeds bar stock axially into the cutting zone. The guide bushing keeps unsupported bar length near zero at the point of material removal, and multiple tools—both static and live—can execute operations simultaneously across different zones.
Step 1: Bar Stock Loading and Setup
Bar stock is loaded into the bar feeder and fed through the guide bushing. Stock must be ground to a consistent diameter—typically specified as Screw Machine Quality (SCM)—to match the guide bushing bore precisely. Irregularity in bar roundness directly causes dimensional error, as any variation between the bar diameter and bushing clearance introduces instability.
Ground bar stock can cost up to four times more than cold-drawn stock, but this investment ensures the tight fit required for precision. A 0.5-inch bar that varies between 0.499 and 0.503 inches in diameter will stick when the oversized section reaches a 0.5-inch guide bushing—causing sticking and dimensional inconsistency throughout the run.
Step 2: Machining Cycle Execution
The headstock advances the bar incrementally while tools perform coordinated sequences:
- Turning operations (OD/ID)
- Cross-drilling and milling
- Threading and grooving
- Slotting and parting
Modern Swiss machines typically feature 7-12 controlled axes, allowing simultaneous operations across the main spindle zone. This coordination drastically reduces cycle time versus single-operation conventional turning. For example, while one tool turns the outer diameter, another can simultaneously drill a cross-hole—operations that would require two separate setups on a standard lathe.
Achieving that coordination demands expert CNC programming: synchronous tool path timing, clearance management, and collision avoidance all require specialized knowledge to execute correctly.
Step 3: Sub-Spindle Transfer and Part Completion
The sub-spindle picks up the part as it's cut off from the main spindle, enabling machining of the back face—drilling, tapping, secondary turning—without manual repositioning. Completed parts are ejected automatically into a collection bin, enabling lights-out production runs that operate unattended for hours.

Why Swiss Machining Is Used in Precision Manufacturing
Eliminating the Cantilever Effect
The guide bushing eliminates the cantilever effect that causes vibration and deflection on slender parts. Conventional CNC lathes increase deflection risk when unsupported length exceeds a 3:1 length-to-diameter ratio. For components with L:D ratios above 3:1, Swiss machining becomes the only practical method for maintaining tight tolerances.
Meeting Tight Tolerance Requirements
Precision manufacturing in medical and aerospace sectors demands tolerances that conventional methods cannot reliably achieve. Swiss machining commonly delivers dimensional tolerances from ±0.0002 inches to ±0.001 inches, with surface finishes reaching 16-32 microinches Ra. For orthopedic implants, fuel system fittings, and miniature connectors, that level of consistency is required — even minor dimensional variation can cause component failure.
Production Efficiency Gains
Multi-axis simultaneous machining consolidates operations that would require multiple setups on conventional equipment. One medical device manufacturer reduced lead times by 67% and cut program costs by $150,000 annually after switching cannula production to Swiss-type lathes.
Cycle times vary by part complexity:
- Simple turned components: 10–90 seconds per part
- Complex parts (cross-drilling, milling, threading): 2–6 minutes per cycle
Both ranges are faster than equivalent multi-setup conventional processes.
Industry Best Practice Status
Swiss machining holds best practice status in medical, aerospace, and electronics sectors because the guide bushing support system is the only configuration that reliably achieves required concentricity and surface finish on small-diameter parts at production volumes exceeding thousands of units. For shops running high volumes of slender, tight-tolerance components, the operational case for Swiss-type lathes is straightforward.

Where Swiss Lathes Are Applied
Primary Industries and Applications
Medical Device Manufacturing:
- Orthopedic screws, implant hardware, surgical instrument shafts, bone pins, dental implants, catheter fittings
- L:D ratios commonly exceed 5:1, requiring the guided-bushing support only Swiss lathes provide
- Biocompatible materials like titanium demand controlled cutting; tolerances approaching ±0.0002 inches are mandatory for implant fit
Aerospace:
- Miniature fasteners, fuel system fittings, structural connectors
- Strict concentricity and thread tolerance requirements eliminate most conventional turning options
- Materials like Inconel and titanium alloys resist standard machining speeds and feeds
Electronics:
- Connector pins, conductive contacts, sensor housings
- High-volume runs (often millions of units) demand process repeatability that Swiss machines deliver consistently
- Small diameters under 0.25 inches make conventional workholding impossible
Automotive:
- Fuel injector components, transmission pins, hydraulic fittings
- Complex internal features and tight tolerances are non-negotiable for fluid sealing and precision assembly
Materials Swiss Lathes Handle
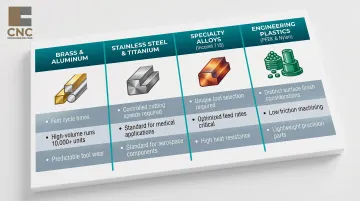
Brass (C360) and aluminum (6061, 7075) machine fast and suit high-volume runs exceeding 10,000 units. Cycle times stay short, and tool wear remains predictable.
Stainless steel (316L, 17-4 PH) and titanium (Ti 6Al-4V) require controlled cutting speeds due to thermal properties. Both materials are standard in medical and aerospace work, where they directly affect achievable tolerances and cycle times.
Specialty alloys and engineering plastics — including Inconel 718, PEEK, and nylon 6/6 — each drive different tool selection, feed rates, and final surface finish. No single parameter set applies across this group.
Production Lifecycle Role
The material choice feeds directly into how Swiss machining fits within the broader production sequence. Swiss machining is a primary production process — not a finishing or rework step. It enters the picture when parts require L:D ratios above 3:1, diameters under 1.25 inches, or multi-feature completion in a single cycle. The process runs continuously from raw bar stock to finished component, cutting out the multiple handling steps that accumulate error across conventional setups.
Common Misconceptions About Swiss Machining
Misconception 1: Any CNC Operator Can Run a Swiss Machine
Running a Swiss lathe demands operator training that goes well beyond standard CNC turning. The skillset is distinct, covering several areas conventional turning doesn't touch:
- Multi-axis synchronous programming — coordinating simultaneous main and sub-spindle operations without collision
- Guide bushing selection and calibration — understanding fit tolerances and how they affect part stability
- Bar stock management — feeding, remnant control, and diameter consistency requirements
- Dedicated software and M-code logic — using wait functions to prevent interference between overlapping operations
Misconception 2: Swiss Machining Is Only for Watchmakers or Micro-Parts
While the process originated in Switzerland's watchmaking industry in the late 1800s, it's now standard across high-production precision manufacturing for any slender, multi-feature part. The deciding factor is part geometry—L:D ratio, diameter, feature complexity—not industry. Standard Swiss machines from leading manufacturers handle bar stock up to 32mm (approximately 1.25 inches) in diameter, with extended models reaching 38-42mm.
Misconception 3: The Headstock Provides Precision Support
Some operators assume the headstock provides the precision support. In reality, the guide bushing directly at the cutting zone is the critical stability element. Removing the guide bushing—operating in chucker or hybrid mode—changes the machine's behavior fundamentally. It's only appropriate for short-part applications where L:D ratios fall below 3:1.
Many modern Swiss machines can convert between modes, but doing so sacrifices the deflection-control advantage that defines Swiss machining for slender geometries.
When a Swiss Lathe May Not Be the Right Choice
Part Geometry and Size Constraints
Swiss machining is inefficient for:
- Components above approximately 1.5 inches in diameter (beyond standard 32mm bar capacity)
- Prismatic parts requiring large-area milling operations
- Geometries that don't benefit from bar-stock feeding, such as flat plates or castings
Conventional machining centers or standard CNC lathes handle these more cost-effectively without the guide bushing constraint.
Economic Conditions
Swiss machining setup duration ranges from 2 to 8 hours per job. This makes the process inappropriate for:
- Short production runs (typically under a few hundred parts) where setup time exceeds total machining time savings
- Prototype work where bar-fed remnant waste and setup cost outweigh per-part precision requirements
- Applications where tolerances of ±0.005 inches are acceptable, making guide bushing support unnecessary
Risk of Default Application
These economic realities point to a broader problem: shops that apply Swiss machines to every small part without evaluating tolerances and L:D ratios take on unnecessary setup cost and programming complexity. Part specification should drive process selection. For short parts with L:D ratios under 3:1, conventional 2-axis turning delivers equivalent results at lower setup cost and faster changeover times.
Conclusion
A CNC Swiss lathe eliminates the deflection problem that limits conventional lathes on slender, complex parts by supporting the workpiece at the cutting point rather than at one end. This structural difference—not marketing language—enables the precision that medical, aerospace, and electronics manufacturing require. Understanding those mechanics determines whether Swiss machining fits your process, what programming it demands, and how to configure it correctly.
The guide bushing, sliding headstock, and sub-spindle work together to deliver measurable performance — but the technology involves real tradeoffs:
- Tolerances as tight as ±0.0002 inches and surface finishes of 16-32 microinches Ra
- Cycle consolidation that eliminates secondary operations
- Longer setup times and specialized programming requirements
- Material constraints that limit economic viability to high-volume precision runs
Manufacturers who pair Swiss-capable equipment with experienced CNC programming expertise—like the custom CNC programming services CNC Programming Solutions provides—get more from the process faster. The decision to use Swiss machining should be driven by part geometry, tolerance requirements, and production volume, not by what equipment happens to be available.
Frequently Asked Questions
What is a Swiss CNC lathe?
A Swiss CNC lathe is a precision turning machine using a sliding headstock and guide bushing to support bar stock at the cutting zone. This configuration enables tight tolerances (commonly ±0.0002 to ±0.001 inches) and complex multi-feature completion on small-diameter parts in a single cycle.
Why is a Swiss-style CNC lathe used?
It eliminates radial deflection on slender parts with length-to-diameter ratios above 3:1 by supporting the workpiece directly at the cutting point. Multi-axis capability consolidates turning, drilling, threading, and milling into single cycles, reducing setup time and improving consistency at high volumes.
What is the difference between a CNC machinist and a Swiss machinist?
A Swiss machinist must understand multi-axis synchronous programming, guide bushing alignment, bar stock quality requirements (Screw Machine Quality tolerances), and sub-spindle coordination — skills that go beyond standard CNC turning. Dedicated training on 7–12 axis machines is typically required.
What parts are typically made on a Swiss CNC lathe?
Common examples include surgical screws, orthopedic pins, aerospace fasteners, connector pins, hydraulic fittings, and fuel injector components. All are characterized by small diameters (usually under 1.25 inches), tight tolerances, multiple machined features, and length-to-diameter ratios exceeding 3:1.
Can a Swiss lathe operate without a guide bushing?
Yes, many modern Swiss machines can run in chucker or hybrid mode without a guide bushing, which suits shorter parts with L:D ratios below 3:1 and allows faster setup. However, it sacrifices the deflection-control advantage that defines Swiss machining for slender geometries.
Is Swiss machining more expensive than conventional CNC turning?
Equipment costs are higher and setup times range from 2 to 8 hours. However, per-part costs drop considerably in high-volume production, since multi-operation cycles eliminate secondary processes and reduce scrap. Swiss machining becomes cost-effective primarily for precision runs exceeding several hundred units.