Introduction
Aerospace manufacturing operates under demands that few other industries can match. Components must withstand extreme heat, mechanical stress, and pressure cycling while holding dimensional tolerances measured in thousandths of an inch.
When a turbine blade fails or a structural bracket develops micro-cracks, the consequences extend well beyond production scrap rates. These are safety-critical systems where dimensional non-conformance carries real-world risk.
In this environment, advanced machining methods aren't optional upgrades. They're production necessities. 5-axis CNC machining has become the operational standard for aerospace manufacturers who need to produce complex geometries reliably, on schedule, and within tolerance bands that leave no margin for alignment error or repositioning drift.
This article breaks down the specific, measurable advantages that 5-axis machining delivers in aerospace production—focusing on outcomes like reduced setup counts, tighter dimensional consistency, lower scrap rates, and faster cycle times. If you're evaluating whether 5-axis capability makes sense for your operation, what follows gives you the data to decide.
Key Takeaways
- 5-axis machining lets aerospace manufacturers complete complex parts in a single setup, reducing cycle time by over 30% and tooling requirements by more than 50%
- 5-axis simultaneous machining delivers 2.6x better dimensional accuracy and 3x superior surface finish versus 3-axis approaches on the same geometries
- Single-setup processing eliminates repositioning errors, cutting scrap rates on high-cost materials like titanium and Inconel
- Simulation-driven programming catches collisions and optimizes tool paths before the first cut, improving first-part yield and extending tool life
What Is 5-Axis Machining?
5-axis machining is a CNC process where the cutting tool moves simultaneously along three linear axes (X, Y, Z) and two rotational axes. This capability allows the tool to reach virtually any angle on a workpiece without manual repositioning—eliminating the need to unclamp, re-fixture, and realign parts between operations.
In aerospace production, this matters for specific part families:
- Turbine blades and blisks with sculptured surfaces
- Engine housings and structural brackets with compound angles
- Landing gear components requiring deep cavities and undercuts
- Airframe ribs and flexure rings with complex 3D contours
These geometries are either impossible or impractical to machine accurately on 3-axis equipment without multiple setups. Each additional setup introduces alignment variation, extends cycle time, and increases the risk of dimensional drift across a production run.
That dimensional risk is exactly what 5-axis machining is designed to eliminate. Consolidating operations into a single workholding setup reduces part handling and keeps tolerances consistent from the first piece to the last—an advantage that compounds across high-volume aerospace production runs.
Key Advantages of 5-Axis Machining in Aerospace
Each advantage below is framed around operational impact—the outcomes aerospace manufacturers track daily, including cost per part, scrap rate, lead time, and dimensional consistency. These are measurable production outcomes, not theoretical benefits.
Single-Setup Efficiency and Reduced Cycle Costs
5-axis machines complete the majority of machining operations on complex aerospace parts in one workholding setup. The cutting tool reaches all required surfaces—compound angles, undercuts, deep cavities—with no operator repositioning required.
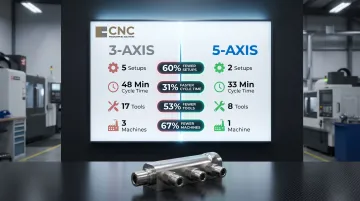
How it works in practice: Where a 3-axis approach might require three separate setups with different fixturing configurations, a 5-axis machine handles the same geometry without unclamping the part. A DMG MORI case study on a high-pressure fluid manifold documented the operational difference:
| Metric | 3-Axis | 5-Axis | Improvement |
|---|---|---|---|
| Setups required | 5 | 2 | 60% reduction |
| Cycle time | 48 minutes | 33 minutes | 31% faster |
| Tooling required | 17 tools | 8 tools | 53% fewer tools |
| Machine footprint | 3 machines | 1 machine | 67% reduction |
Each additional setup in 3-axis machining introduces realignment risk. Over a production run, these compounding alignment errors accumulate into dimensional inconsistencies that trigger rework or scrap. When you're machining titanium bar stock at $25–$50 per poundor Inconel where carbide tool life maxes out at 20–40 minutes of cutting time, every unnecessary setup is direct material and time cost.
Fewer setups also reduce labor hours per part, machine idle time during changeovers, and fixture costs. This matters most in high-mix, low-volume aerospace production where parts are geometrically complex and tolerances unforgiving.
KPIs impacted:
- Cycle time per part
- Setup labor hours
- Scrap and rework rate
- Cost per unit on production runs
- On-time delivery rate
When this advantage matters most: High-mix aerospace production where parts feature compound curves and dimensional tolerances leave no room for cumulative fixturing error. Also critical in prototype phases where speed-to-first-part directly affects program timelines.
Complex Geometry and Tighter Tolerances
Aerospace components are defined by geometries that cannot be reliably reached from fixed tool orientations: turbine blades with sculptured surfaces, structural brackets with compound angles, engine housings with internal cavities and undercuts.
How 5-axis machining creates this advantage: The two rotational axes allow the tool to continuously adjust its approach angle relative to the workpiece surface. This maintains optimal cutting contact across freeform geometries without repositioning the part.
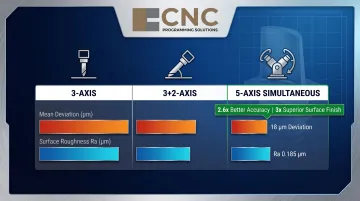
In aerospace manufacturing, dimensional tolerances typically fall within ±0.001 inch (25 micrometers) or tighter. Each time a part is repositioned in a 3-axis setup, even minor fixturing variation introduces alignment offset. A peer-reviewed study by Sadilek et al. (2020) measured this accuracy gap directly:
| Machining Mode | Mean Deviation | Surface Roughness (Ra) |
|---|---|---|
| 3-axis | 20-40 µm | 0.575 µm |
| 3+2-axis | 47 µm | Varies by angle |
| 5-axis simultaneous | 18 µm | 0.185 µm |
5-axis simultaneous machining delivered 2.6x better dimensional accuracy and 3x superior surface finish on identical aluminum alloy test geometries. This improvement stems directly from eliminating repositioning, which is the primary source of cumulative alignment error across multiple setups.
That precision advantage extends to aerospace-grade materials like Inconel, which maintains strength above 1,200°F and scores just 12% on the AISI Machinability Index.
The rigidity and optimized tool angles possible with 5-axis machining reduce deflection and cutting force variation. Both factors are critical when machining alloys that work-harden rapidly and wear carbide tooling in under 40 minutes.
For flight-critical components, dimensional non-conformance isn't just a production issue: it's a safety issue. On expensive materials where a single rejection wastes both time and costly stock, single-setup accuracy directly impacts program economics and delivery schedules.
KPIs impacted:
- First-article inspection pass rate
- Dimensional deviation from nominal
- Material waste per part
- Rejection rate
- Compliance with AS9100 quality standards
When this advantage matters most: Flight-critical components where safety is non-negotiable, and parts machined from titanium or Inconel where rejection represents significant material and program cost.
Advanced Programming, Simulation, and Surface Quality
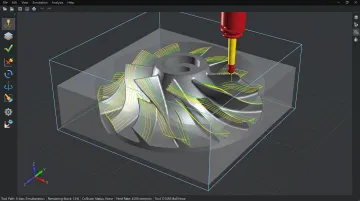
5-axis machining relies on sophisticated CAD/CAM programming and simulation tools that allow programmers to model, verify, and optimize every tool path before the first cut. This process, sometimes called digital twin simulation, replicates the full machine envelope, tool movements, and material removal in a virtual environment.
How it works operationally: Simulation software identifies potential collisions, inefficient tool paths, and surface quality issues before any material is touched. First-part yield improves and trial-and-error on the shop floor drops. For aerospace manufacturers, where a failed first article on a titanium component can delay an entire program, simulation-backed programming minimizes risk before physical production begins.
MSM Aerospace Fabricators reduced scenario planning from a team of 5 people to 1 engineer using digital twin technology, illustrating the labor efficiency gains from simulation-driven approaches. Programmers at CNC Programming Solutions apply the same approach: advanced software and optimized toolpaths developed before the first cut, not after a failed first article.
First-part yield directly impacts cost. A failed first article wastes expensive material and delays the program. Simulation-backed programming reduces that risk. Optimized tool paths maintain consistent cutting engagement across complex surfaces, reducing tool wear, minimizing vibration, and producing superior surface finishes.
Surface finish quality in aerospace isn't cosmetic: it affects performance. Turbine blade surface roughness at Ra ≤0.5 µm enhances fatigue life. Inconel critical dynamic surfaces require 8 Ra (microinches) or better. 5-axis simultaneous machining achieved Ra 0.185 µm in peer-reviewed testing, which is well within aerospace specifications for demanding applications.
In a separate blisk machining study, 5-axis process optimization delivered a 16.5% reduction in total machining time and a 20% feed rate increase on a 588mm diameter aerospace component with 36 blades. Programming expertise, in other words, compounds the hardware advantage.
KPIs impacted:
- First-part yield
- Tool life and tool change frequency
- Surface finish quality (Ra values)
- Program revision cycles
- Total cost of programming per part
When this advantage matters most: New part introductions, prototype builds, and production runs on geometrically complex parts in hard-to-machine materials where programming errors are expensive and rework isn't an option.
What Happens When 5-Axis Machining Is Overlooked
Aerospace shops still relying on 3-axis setups for complex parts face a compounding operational reality: multiple sequential fixturings introduce cumulative alignment error, surface inconsistencies, and extended lead times. As part complexity grows, on-time delivery becomes increasingly difficult.
Specific consequences that compound over time:
- Repositioning errors on tight-tolerance Inconel features (±0.0002 inch) drive rejection rates up fast — each additional setup multiplies the misalignment risk.
- DMG MORI data shows 3-axis approaches requiring 5 setups and 48 minutes versus 2 setups and 33 minutes on 5-axis equipment for the same geometry — a 31% cycle time penalty that scales directly with production volume.
- Each new complex program added without 5-axis capability means proportionally more fixtures, setups, and inspection steps, capping capacity growth without equivalent equipment and labor investment.
- Aerospace OEMs qualify suppliers on reliable, on-schedule delivery of complex tight-tolerance parts. Supplier-related defects account for 30-50% of all aerospace quality issues, and shops scoring below 75 on supplier scorecards face probation or removal from approved vendor lists.
The operational drag compounds quietly — until a missed delivery window or a failed supplier audit makes the capability gap impossible to ignore.
How to Get the Most Value from 5-Axis Machining
Having the machine is only part of the equation. 5-axis machining delivers full value when paired with expert CNC programming designed specifically for multi-axis simultaneous motion. This is where specialized programming partners like CNC Programming Solutions add direct, measurable value, developing optimized 5-axis CNC programs that reduce cycle time, improve surface quality, and maximize first-part yield.
The benefits compound over time when setup procedures are standardized, programs are reviewed after each production run, and simulation is used proactively rather than reactively. Coastal Machine demonstrated this directly, achieving a 46% utilization increase on a 5-axis DMG MORI DMC 85 through systematic monitoring and feedback.
Pairing 5-axis capability with pallet systems or automated tool management allows unattended operation. DMG MORI documented output rising from 14 to 24 parts per shift (+71%) when adding a 10-pallet automation system to a DMU 50. Rennscot MFG achieved up to 50% productivity gains with a 40-pallet GROB cell running 24+ hours in lights-out mode, proving that automation pushes 5-axis output well beyond single-shift limits.
These elements work together, not in isolation:
- Process standardization — consistent setup procedures reduce variability between runs
- Programming excellence — optimized toolpaths cut cycle time and protect surface quality
- Simulation discipline — proactive verification catches errors before they reach the floor
- Automation integration — pallet systems and tool management extend productive hours
Shops that align all four consistently outperform those chasing single-point improvements.
Conclusion
The value of 5-axis machining in aerospace shows up in traceable operational outcomes: fewer setups, better tolerances, faster delivery, and lower cost per part on complex geometries. These advantages are documented in peer-reviewed research, OEM case studies, and production data from shops that have made the transition.
Those advantages compound over time only when three conditions are in place:
- Expert CNC programming that fully exploits multi-axis tool paths
- Consistent process discipline across setups, fixturing, and tooling selection
- Simulation-driven quality control to verify output before a single part is cut
For aerospace manufacturers producing flight-critical components under tight tolerances and demanding schedules, meeting those conditions is no longer optional — it's what separates shops that win contracts from those that don't.
Frequently Asked Questions
What does 5-axis machining mean?
5-axis machining is a CNC process where the cutting tool moves simultaneously across three linear axes (X, Y, Z) and two rotational axes, allowing it to machine complex shapes and angles without manual repositioning. This eliminates multiple setups and improves dimensional consistency on geometrically complex parts.
What are common 5-axis machining techniques?
The two main modes are 3+2 (positional) machining, where the rotational axes lock the part at a fixed angle for each operation, and full simultaneous 5-axis machining, where all five axes move concurrently to produce complex contoured surfaces with superior accuracy and finish.
What industries use 5-axis CNC machines?
Aerospace is the primary driver, but 5-axis machining is widely used in medical device manufacturing, defense, automotive motorsport, and energy (turbine components)—wherever tight tolerances and complex geometries are required. The global 5-axis CNC machining center market reached $9.72 billion in 2024 with projected growth to $18.06 billion by 2033.
How does 5-axis machining compare to 3-axis machining for aerospace parts?
3-axis machines require multiple sequential setups to reach complex surfaces, introducing alignment errors and extending cycle times. 5-axis machines complete the same part in one setup, delivering higher dimensional consistency, less handling, and measurably better surface finish on identical geometries.
What aerospace components are best suited for 5-axis machining?
Turbine blades, engine housings, structural brackets, landing gear components, and airframe ribs—parts defined by compound curves, undercuts, and tight tolerances that are difficult or impossible to produce accurately on 3-axis equipment without multiple error-prone setups.
How does advanced CNC programming improve 5-axis machining outcomes?
Simulation-based programming verifies tool paths, identifies potential collisions, and optimizes cutting engagement before any material is cut—improving first-part yield, extending tool life, and ensuring surface finish requirements are met from the first article.