Introduction
Aerospace manufacturing operates in a world where tolerances are measured in microns, not millimeters. Turbine blade profiles must hold ±0.025mm to ±0.075mm, while leading edges demand ±0.01mm to ±0.02mm—and blisk concentricity tolerances can be as tight as ±0.0005 inch. Complex geometries in turbine blades, structural frames, and engine casings cannot be achieved with 3-axis equipment. For aerospace manufacturers, the choice of 5-axis machining center is a decision that directly affects part quality, certification timelines, and program risk.
5-axis machining eliminates multiple setups and enables single-pass machining of contoured aerospace surfaces. Each time a workpiece moves to a new fixture, minute inaccuracies accumulate in alignment, clamping pressure, and zero-point referencing. Accessing nearly every face of a part in one setup preserves geometric relationships — reducing lead times and keeping production compliant with AS9100 quality standards.
This article evaluates the five best 5-axis machining centers specifically for aerospace component production, along with the selection criteria that separates aerospace-grade capability from general-purpose machining.
Key Takeaways
- 5-axis machining centers enable aerospace manufacturers to cut complex geometries in fewer setups with tighter tolerances than 3-axis alternatives
- Top aerospace 5-axis machines need thermal stability, high spindle torque for titanium/Inconel, simultaneous 5-axis interpolation, and CAM software compatibility
- Top machines: DMG Mori DMU 65 monoBLOCK, Makino D200Z, Hermle C 42 U, Mazak VARIAXIS i-700T, Starrag STC 800
- Key selection criteria: workpiece envelope, material removal rates, sub-5 µm positioning accuracy, uptime, and AS9100 compliance
- Match machines to your part families: turbine components require different configurations than large structural parts
Why Aerospace Manufacturing Demands 5-Axis Machining Centers
A 5-axis machining center adds two rotary axes (A/B/C) to the standard XYZ linear axes. Simultaneous 5-axis interpolation allows the cutting tool to maintain optimal contact angle across compound-curved aerospace surfaces without repositioning the part—all five axes move concurrently during cutting. This is fundamentally different from 3+2 machining (positional 5-axis), which locks the rotary axes at a fixed angle and uses 3-axis motion.
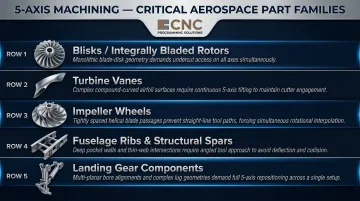
That distinction matters most for the part families where compound curves and multi-face features make 3+2 positioning impractical or impossible:
- Integrally bladed rotors (blisks) with continuous airfoil profiles
- Turbine vanes requiring sculptured surface finishes
- Impeller wheels with undercut blade geometries
- Fuselage ribs and structural spars with multi-angle features
- Landing gear components machined across multiple faces in a single setup
For materials like 7075 aluminum, titanium 6Al-4V, and Inconel 718, repositioning between cuts introduces tolerance stack-up that aerospace inspection won't accept. Simultaneous 5-axis motion eliminates those repositioning errors at the source.
Best 5-Axis Machining Centers for Aerospace Component Production
These machines are evaluated on simultaneous 5-axis capability, spindle power and speed range, positional accuracy, material compatibility with aerospace alloys, thermal compensation systems, and manufacturer support for aerospace-certified production environments.
DMG Mori DMU 65 monoBLOCK
DMG Mori unifies German engineering (Gildemeister, founded 1870) and Japanese precision (Mori Seiki, founded 1948) into a global leader in aerospace machining. The DMU 65 monoBLOCK is their flagship 5-axis universal machining center, designed for complex workpieces in a compact monoBLOCK structural design that maximizes rigidity and thermal stability.
Key differentiators include:
- Integrated trunnion-style swiveling rotary table
- Spindle options up to 30,000 RPM with torque up to 200 Nm (milling) or 1,000 Nm (mill-turn)
- CELOS control system with 3D simulation for turbine blade profile tolerances
- Positioning accuracy of 4 µm within an 8 m² footprint; 1,000 kg table capacity
| Specification | DMU 65 monoBLOCK |
|---|---|
| Work Envelope | X: 735mm / Y: 650mm / Z: 560mm; Max workpiece: Ø840mm × 500mm height; 1,000 kg capacity |
| Spindle & Accuracy | Up to 30,000 RPM; up to 200 Nm torque (milling); positioning accuracy: 4 µm; controls: CELOS X, Heidenhain TNC7, Siemens SINUMERIK ONE |
| Aerospace Relevance | Turbine discs, blades, impellers, structural parts; aluminum/titanium/Inconel compatible; tool magazine up to 240 pockets; automation-ready with pallet handling systems |
Makino D200Z
Makino's near-century heritage (founded 1937, Tokyo) in high-precision machining positions the D200Z as a purpose-engineered 5-axis vertical machining center built for high-speed, high-accuracy aerospace aluminum and titanium components. It's widely used in commercial and defense aviation supply chains where ultra-precision is non-negotiable.
Makino's proprietary SGI.5 control algorithm (Super Geometric Intelligence) provides 1,000-block look-ahead for smooth 5-axis motion. The 30,000 RPM spindle suits aluminum aerospace structures, while exceptional thermal stability—achieved through active cooling of spindle and axes—delivers positioning accuracy of ±0.0015mm and repeatability of ±0.001mm. A volumetric accuracy test on an aluminum cube demonstrated less than 2 micron total volumetric accuracy, exceeding customer specifications by 33%.
| Specification | Makino D200Z |
|---|---|
| Work Envelope | Table: Ø300mm; Max workpiece: Ø300mm × 210mm height; 75 kg payload; X/Y/Z travel: 350/300/250mm; B-axis: 0 to +180°; C-axis: 360° |
| Spindle & Accuracy | 30,000 RPM (HSK-E50); 18.5 kW power / 15.9 Nm torque; positioning: ±0.0015mm; repeatability: ±0.001mm; rapid traverse: 60 m/min |
| Aerospace Relevance | Small precision turbine components, medical-crossover aerospace parts; aluminum/titanium optimized; spindle cooling within 0.1°C of machine bed; Makino Pro6 control with SGI.5 |
Hermle C 42 U
Hermle has manufactured precision machine tools from Gosheim, Germany since 1938. The C 42 U is a 5-axis universal machining center built for aerospace and medical applications where surface finish and dimensional accuracy are non-negotiable—and widely specified by European aerospace suppliers for that reason.
The modified gantry-style portal design delivers maximum rigidity, with linear axes positioned above the working area and protected from chips. The 5-axis simultaneous interpolation spans a generous swivel range (A-axis: ±130°; C-axis: 360°) and pairs with Heidenhain TNC or Siemens 840D sl controls for aerospace CAM compatibility.
Thermal stability is a standout: symmetric machine structure, mineral casting base, and active cooling combine to hold positioning accuracy at Tp ≤ 5 µm with the improved precision package.
| Specification | Hermle C 42 U |
|---|---|
| Work Envelope | X/Y/Z travel: 800/800/550mm; A-axis: ±130°; C-axis: 360°; max workpiece: Ø800mm × 560mm height; 2,000 kg rigid clamping / 1,400 kg torque-drive |
| Spindle & Accuracy | Options: 10,000 / 15,000 / 18,000 / 25,000 / 42,000 RPM; up to 35 kW / 200 Nm; positioning: Tp ≤ 8 µm standard, Tp ≤ 5 µm improved; tool magazine: 42–462 pockets |
| Aerospace Relevance | Structural components, integral assemblies, CFRP/GFRP composite machining; aluminum/titanium/steel; mineral casting base for vibration damping; 13-ton machine weight ensures stability |

Mazak VARIAXIS i-700T
Yamazaki Mazak (founded 1919, Oguchi, Japan) is a global machine tool leader. The VARIAXIS i-700T is a multi-tasking 5-axis machining center that combines simultaneous 5-axis milling with full turning capability—enabling complete machining of rotational aerospace parts like compressor discs and shaft components in a single setup.
The integrated turning spindle (1,100 RPM direct-drive table) eliminates a separate lathe operation, while Mazak's MAZATROL SmoothX CNC handles conversational programming of complex aerospace geometries. Pallet changer options (2-pallet standard; MPP 18-pallet optional) support lights-out production.
The "DONE IN ONE" approach—raw material to finished part in a single setup—directly reduces cumulative positional error, a key advantage for engine component tolerances.
| Specification | Mazak VARIAXIS i-700T |
|---|---|
| Work Envelope | Table: Ø630mm; max workpiece: Ø850mm × 500mm height; 700 kg payload (reseller source); X/Y/Z travel: 630/1,100/600mm (reseller source) |
| Spindle & Accuracy | Milling: 18,000 RPM / 29.8 kW / 161 Nm (reseller source); Turning: 1,100 RPM direct-drive; positioning: 0.004mm (reseller source); repeatability: ±0.002mm (reseller source) |
| Aerospace Relevance | Compressor discs, shafts, casings where mill-turn adds value; aluminum/titanium compatible; MAZA-CHECK automated 5-axis calibration; pallet automation for unattended runs |
Note: Several specifications rely on reseller sources, not official Mazak documentation. Verify directly with Mazak before purchase decisions.
Starrag STC 800
The Starrag STC 800 is a purpose-built structural 5-axis machining center designed for large aerospace structural components: fuselage ribs, spars, and wing fittings machined from aluminum, titanium, and high-strength steel. Starrag has manufactured high-precision machine tools since 1897 (Swiss-based group with lineage to 1862), giving the STC 800 a well-established application history in aerospace production.
The high-torque spindle (up to 1,300 Nm) handles titanium structural parts with material removal rates over 800 cm³/min in Ti-6Al-4V and surface finishes of Ra <0.6 µm. The large work envelope (X/Y/Z: 1,450/1,200/1,320mm) accommodates aerospace structural piece sizes, with chip evacuation handled by twin swarf conveyors, integrated washing, and through-spindle cooling up to 150 bar.
Starrag's aerospace credentials go back decades: the company delivered the world's first 5-axis milling machine in 1959 and built the first 5-axis/3-spindle copy milling machine for Rolls-Royce titanium helicopter engine impellers in 1973.
| Specification | Starrag STC 800 |
|---|---|
| Work Envelope | X/Y/Z travel: 1,450/1,200/1,320mm; A-axis: -120° to +60°; B-axis: endless; max swing: Ø1,400mm; 2,000 kg payload (option: 2,500 kg); pallet: 800×800mm |
| Spindle & Accuracy | High-torque: 5,600 RPM / 37 kW / 1,300 Nm; Standard: 8,000 RPM / 940 Nm; High-speed: 12,000 RPM / 620 Nm; Motor: 18,000 RPM / 80 kW / 250 Nm; positioning: P=0.006mm (VDI/DQG 3441) |
| Aerospace Relevance | Large structural parts (ribs, spars, wing fittings); aluminum/titanium/steel; damping disk in 1D-head for heavy roughing; steel-steel worm-wheel A-axis drive; 31-ton machine ensures rigidity |
Key Specs to Look For in an Aerospace 5-Axis Machining Center
Machine Configuration:
Three primary 5-axis configurations suit different aerospace part geometries:
- Table/table (trunnion): Both rotary axes in the table; head stays stationary. Better undercut capability and larger relative work volume — best for small-to-medium parts.
- Head/table: One rotary axis in a tilting spindle head, one in a rotary table. A versatile hybrid that handles a wider range of part sizes.
- Head/head: Both rotary axes in the head; table stays stationary. Best for very large or heavy parts where workpiece weight would affect rotary axis dynamics.
Thermal Stability and Positional Accuracy:
Aerospace tolerances often demand positioning repeatability in the sub-micron range. Active thermal compensation, symmetric machine structures, and linear scale feedback are non-negotiable — machines without these systems drift under production conditions and produce out-of-tolerance parts.
Hermle recommends shop environments at +20°C ±2°C with fluctuations no greater than 0.5°C per hour for their improved precision package. Makino's D200Z controls spindle temperature within 0.1°C of the machine bed.
Material-Specific Spindle Requirements:
Aerospace materials dictate spindle selection:
| Material | Cutting Speed | Requirement |
|---|---|---|
| Aluminum alloys | 1,000–3,000+ SFM | High RPM (20k–40k+) / low torque |
| Titanium Ti-6Al-4V | 150–250 SFM (45–75 m/min) | High torque / moderate RPM |
| Inconel 718 | 60–150 SFM (20–45 m/min) | Extreme torque / high-pressure coolant |
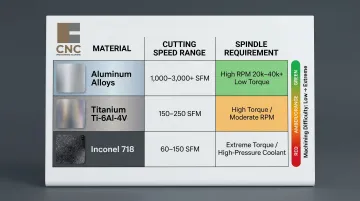
Titanium cuts at roughly 10% of aluminum speeds; Inconel at roughly 5%. Mismatching spindle to material drives up tool wear and scrapped parts fast. The Starrag STC 800 (1,300 Nm) and DMU 65 (200 Nm milling; 1,000 Nm mill-turn) excel in titanium and Inconel. The Makino D200Z (30,000 RPM / 15.9 Nm) is the go-to for aluminum precision work.
How We Chose the Best 5-Axis Machining Centers
Each machine on this list was evaluated against criteria that matter specifically in aerospace production environments:
- Simultaneous 5-axis interpolation capability (not just 3+2 positioning)
- Published positional accuracy and repeatability specifications
- Spindle versatility across aerospace material families (titanium, Inconel, aluminum)
- Manufacturer's aerospace industry presence — AS9100-certified supply chains, documented aerospace customer references
- Machine uptime and reliability track record in production settings
Common Buyer Mistakes
Price and brand name pull most of the attention during machine selection — but they rarely determine production outcomes. A slower machine with strong reliability and fast non-cutting motion (rapids) typically outperforms a faster machine that loses time to downtime and maintenance.
Watch for these specific gaps when evaluating options:
- Selecting on general CNC capability without verifying aerospace-specific thermal stability
- Ignoring CAM platform compatibility — confirm the control works with Mastercam, Hypermill, NX CAM, or CATIA before committing
- Overlooking rapids speed, which directly affects cycle time on high-mix aerospace runs
The Programming Factor
The machine is only half the equation. A well-specified 5-axis center still depends on programming quality to produce accurate, repeatable aerospace parts. Shops that invest in expert 5-axis CNC programming — whether in-house or through a contract programming partner — consistently reduce ramp-up time after machine installation and avoid costly trial cuts on expensive aerospace materials.
CNC Programming Solutions works with shops on optimized 5-axis programs for complex components, helping close the gap between machine acquisition and production-ready operation.
Conclusion
The right 5-axis machining center for aerospace production depends on your specific part family. Turbine components demand different machine configurations than large structural parts. No single machine is universally best without first defining the work envelope, material, and tolerance requirements.
Selection Framework:
- Small precision parts (turbine blades, vanes): Makino D200Z, Hermle C 42 U
- Medium-complexity parts with mixed materials: DMG Mori DMU 65 monoBLOCK
- Rotational parts needing mill-turn: Mazak VARIAXIS i-700T
- Large structural parts (ribs, spars): Starrag STC 800
Evaluate total cost of ownership, not just acquisition price. Include service network accessibility, spare parts availability, and control system compatibility with your existing CAM software ecosystem before finalizing any machine investment.
Once the machine is selected, getting the programming right is just as critical as the hardware. CNC Programming Solutions develops custom multi-axis CNC programs for aerospace components, including complex mill-turn sequences and tight-tolerance contouring paths. Reach the team at 405-714-3714 or cncsolutions22@gmail.com.
Frequently Asked Questions
Which 5-axis machining center is best for high-precision aerospace component production?
The best choice depends on part type. DMG Mori DMU 65 monoBLOCK and Hermle C 42 U excel for complex precision parts like turbine blades, while Starrag STC 800 suits large structural components. Thermal stability and simultaneous 5-axis interpolation capability are the most critical evaluation criteria.
Is a 5-axis machining center worth the investment for aerospace component production?
For aerospace parts with compound-curved surfaces or tight multi-face tolerances, 5-axis machining reduces setups, eliminates repositioning errors, and shortens cycle times. The capital cost justifies itself at medium-to-high production volumes of complex components.
What tolerances can 5-axis machining centers achieve for aerospace parts?
High-end aerospace 5-axis machining centers achieve positioning accuracies of ±0.002mm or better, with repeatability in the sub-micron range on thermally stable machines. The Makino D200Z delivers ±0.0015mm positioning and ±0.001mm repeatability, while the Hermle C 42 U achieves Tp ≤5 µm with its improved precision package.
What is the difference between simultaneous 5-axis machining and 3+2 axis machining?
Simultaneous 5-axis moves all five axes at once for continuous contouring of curved surfaces (essential for turbine blades and blisks), while 3+2 locks the rotary axes at a fixed angle and uses 3-axis motion. The latter is faster to program but limited for true compound-curved aerospace geometry.
What materials can aerospace 5-axis machining centers handle?
Primary aerospace material families include aluminum alloys (2024, 7075), titanium alloys (Ti-6Al-4V), nickel superalloys (Inconel 718), and high-strength steels. Each requires different spindle configurations and cutting strategies—titanium needs high torque at moderate RPM, while aluminum benefits from high-speed (20k–40k+ RPM) spindles.
How important is AS9100 certification when selecting a 5-axis machining center manufacturer?
AS9100 is a certification for the machine shop or manufacturer using the equipment—not the machine builder. However, buyers should prioritize machine builders who actively serve AS9100-certified aerospace customers and whose machines are compatible with the traceability, documentation, and quality control workflows AS9100 demands.