Introduction
Modern manufacturers face a persistent challenge: as part complexity increases, conventional 3-axis machining increasingly falls short. Multiple setups, manual repositioning, and compromised surface quality on contoured geometries create bottlenecks that drive up cost and cut into throughput.
The scale of the shift is striking. According to Grand View Research, the global multi-axis machining centers market reached $79.36 billion in 2024 and is projected to hit $134.92 billion by 2033 — fueled by precision manufacturing demand across aerospace, automotive, medical devices, and electronics.
This guide covers 5-axis simultaneous machining from the ground up: how it works mechanically, how it compares to 3-axis and 3+2 approaches, where it delivers the most value, and what software it demands. Whether you're evaluating multi-axis capabilities for your shop or optimizing existing programs, you'll leave with a clear picture of where this technology fits — and where it doesn't.
Key Takeaways
- Simultaneous 5-axis machining moves all five axes (three linear, two rotary) at once, enabling continuous cutting of complex surfaces in a single setup
- Unlike 3+2 indexing, rotary axes never lock during cutting; the tool dynamically adjusts angle throughout the entire cut
- Delivers single-setup production, tighter surface finishes, complex geometry capability, and shorter cycle times compared to conventional machining
- Challenges include higher machine cost, demanding CAM programming, and the need for skilled operators
- Preferred in precision-critical industries: aerospace, medical devices, automotive, die/mold manufacturing
What Is 5-Axis Simultaneous Machining and How Does It Work
Simultaneous 5-axis machining is a CNC process where the spindle and workpiece move along three linear axes (X, Y, Z) while two rotary axes are controlled at the same time. The tool continuously adjusts its approach angle mid-cut.
This real-time coordination lets manufacturers machine compound curves, undercuts, and contoured surfaces without stopping to reposition the part.
Axes Explained: Linear vs. Rotary
Understanding axis designation is fundamental to 5-axis machining:
| Axis | Type | Movement |
|---|---|---|
| X | Linear | Left-right (horizontal) |
| Y | Linear | Front-back (horizontal) |
| Z | Linear | Up-down (vertical) |
| A | Rotary | Rotates around X-axis |
| B | Rotary | Rotates around Y-axis |
| C | Rotary | Rotates around Z-axis |
A 5-axis machine uses all three linear axes plus any two rotary axes. An X-Y-Z-A-B machine, for example, rotates around both the X and Y axes simultaneously.
What Makes It "Simultaneous"
All five axes receive coordinated commands from the CNC controller at every moment of the cut. The tool path is a continuous, smooth, multi-dimensional motion rather than a series of fixed positions. The controller interpolates tool tip position and tool vector continuously throughout the cut, adjusting both the tool's location in 3D space and its orientation relative to the surface.
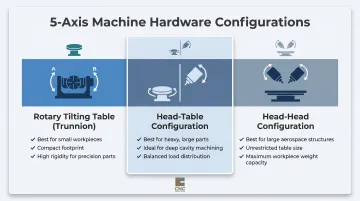
Machine Configuration Types
Three main hardware configurations define how the rotary motion is delivered:
1. Rotary Tilting Table (Trunnion, Table-Table)
- The table provides both rotary axes (rotation and tilt)
- Most compact footprint
- Best for smaller workpieces
- Typical tilt ranges: -30° to +110° (varies by model)
- Excellent for undercuts and access to five sides in one setup
2. Rotary Table + Tilting Head (Head-Table)
- The table rotates while the spindle tilts
- Supports heavier parts due to stationary table base
- Good for deep cavities and complex pockets
- Balanced weight distribution improves stability during cutting
3. Rotary Tilting Head (Head-Head)
- Both rotary axes are in the spindle head
- Table remains fixed, providing the largest work surface
- Supports the heaviest workpieces
- Narrower rotary motion range but ideal for large aerospace structures
Choosing the right configuration comes down to part size, weight, and geometry. Once that's settled, the CNC controller and CAM-generated tool paths handle the rest — keeping the tool tip and orientation synchronized across every axis throughout the cut.
Simultaneous 5-Axis vs. 3-Axis and 3+2 Machining: Key Differences
3-Axis Machining
3-axis machining moves the tool in X, Y, and Z only. It excels at prismatic parts with flat or simple angled features, but accessing complex geometries requires multiple manual setups and custom fixturing. Each repositioning introduces potential error and adds cycle time, making it unsuitable for compound curves or undercuts.
3+2 (Indexing) Machining: The Middle Ground
3+2 machining (also called positional or indexed 5-axis) uses a machine with five axes, but the two rotary axes lock at a pre-set angle before cutting begins. The machine then cuts with only X, Y, and Z moving. When that operation is complete, the rotary axes reposition and lock again.
Example: To machine a 30° chamfer, the operator sets the spindle to 30°, locks the rotary axes, and performs a 3-axis cut at that fixed angle.
When to use 3+2:
- Simpler program creation and easier cutting condition adjustments
- Multi-face parts that don't require continuously curved surfaces
- Shops transitioning to 5-axis as a stepping stone before full simultaneous capability
What Makes Simultaneous 5-Axis Different
In simultaneous 5-axis machining, the rotary axes never lock—they move dynamically and continuously throughout the cut alongside the linear axes. That continuous motion lets the tool maintain an optimal attack angle through every point of a compound curve, producing cleaner surface finishes and eliminating the mid-operation stops that 3+2 requires.
How the Three Approaches Compare
| Feature | 3-Axis | 3+2 (Indexing) | Simultaneous 5-Axis |
|---|---|---|---|
| Programming Complexity | Low | Moderate | High |
| Surface Finish Quality | Good on flat/simple surfaces | Very good on angled surfaces | Excellent on compound curves |
| Geometry Capability | Prismatic parts, simple features | Multi-face parts, angled features | Complex curves, undercuts, organic shapes |
| Setup Requirements | Multiple setups common | Fewer setups than 3-axis | Single setup for most complex parts |
| Typical Applications | Brackets, plates, simple molds | 5-sided parts, angled holes | Turbine blades, implants, sculptured surfaces |

Key Advantages of Simultaneous 5-Axis Machining
Single-Setup Efficiency
Because the tool can reach five sides of a workpiece and continuously reorient, most complex parts can be completed in one clamping. Fewer setups directly eliminate cumulative repositioning errors, reduce fixture costs, and shorten overall throughput time.
Rennscot MFG installed two GROB G350 5-axis universal machining centers integrated with a 40-pallet automation cell. Aerospace Manufacturing and Design reports productivity increased up to 50 percent, with unattended runs lasting 24+ hours. Parts that previously required multiple setups—including satellite flexure rings and spacecraft RCS nozzles—were completed in one setup, with specific bores held to a 10-micrometer tolerance band.
Superior Surface Finish
Simultaneous 5-axis produces better surface quality because the tool can be tilted to maintain an optimal contact angle with the workpiece surface throughout the cut. This minimizes the scallop effect, reduces secondary finishing operations, and improves functional part lifespan.
A peer-reviewed study on five-axis milling of 300M steel evaluated lead and tilt angles using a 10 mm ball-end mill. At 0° lead/0° tilt, surface roughness measured approximately Ra 0.842 µm. Increasing to 15° lead/15° tilt reduced Ra to approximately 0.438 µm—a 48% improvement.
The mechanism is straightforward: tilting moves contact away from the ball center, where cutting speed approaches zero, reducing rubbing and poor surface integrity. Shorter, more rigid tool engagement also cuts down on vibration and chatter, pushing finish quality further.
Complex Geometry Capability
Simultaneous 5-axis uniquely enables:
- Compound curves and twisted surfaces
- Undercuts and deep pockets
- Organic shapes (turbine blades, impellers, femoral implants)
- Sculptured surfaces requiring continuous tool orientation changes

3-axis machining can't produce these geometries without multiple setups and special tooling, and even 3+2 positioning struggles with truly continuous surface contours.
Reduced Tool Wear Through Optimal Engagement
5-axis control allows the tool to be tilted away from zero peripheral speed—the dead zone at the very tip of a ball-end mill. Distributing cutting load across more of the tool's flute length lowers heat generation, reduces wear, and extends tool life, providing measurable consumable cost savings over time. Okuma notes that shorter tools and optimized tool orientation in 5-axis enable higher cutting speeds with reduced pressure, extending tool life.
Productivity and Accuracy Gains
Compounding productivity benefits include:
- Less human intervention during machining
- Reduced error accumulation across setups
- Ability to increase cutting speeds by optimizing tool approach angle
Challenges and Limitations of Simultaneous 5-Axis Machining
Higher Upfront Investment
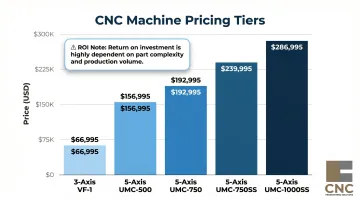
Simultaneous 5-axis machining centers cost considerably more than 3-axis or 3+2 machines. For perspective, Haas pricing shows:
- 3-axis VF-1: Starting at $66,995
- 5-axis UMC-500: $156,995
- 5-axis UMC-750: $192,995
- 5-axis UMC-750SS: $239,995
- 5-axis UMC-1000SS: $286,995
ROI depends heavily on part complexity and production volume. For shops producing simple prismatic parts or focused on heavy roughing, the investment may not be justified.
Programming Complexity
Simultaneous 5-axis tool paths require sophisticated CAM software, a properly configured post-processor for the specific machine, and deep understanding of tool-workpiece relationships in five dimensions. Errors can cause collisions, gouging, or suboptimal finishes.
Skills shortage: FANUC highlights a shortage of 5-axis operators and offers simulation packages to practice setups and programming for common kinematics before running hardware.
One way shops bridge this gap is by outsourcing complex 5-axis programming to specialists. CNC Programming Solutions, for example, develops intricate 5-axis CNC programs and configures post-processors for specific machine kinematics, reducing the burden on in-house operators.
Additional Constraints
- Skilled operator requirements: Inexperienced operators may revert to using the machine as a 3-axis, underutilizing the investment
- Smaller work envelopes: Most 5-axis centers have relatively smaller workpiece table sizes, limiting large-part capacity
- Unsuitable for heavy roughing: High-material-removal-rate operations may be better suited to robust 3-axis machines
Industries and Applications Where Simultaneous 5-Axis Machining Excels
Aerospace and Defense
Aerospace depends on simultaneous 5-axis for components like turbine blades, blisks (bladed disks), airfoils, and structural brackets that involve tight tolerances, compound curves, and exotic materials (titanium, Inconel). Single-setup machining is critical for maintaining dimensional accuracy on parts where deviations are measured in microns.
Example: Rennscot MFG machines satellite flexure rings, spacecraft RCS nozzles, and transmission bellhousings to 10 µm tolerance bands on 5-axis GROB machines with 24+ hour unattended runs.
Medical Devices and Implants
Custom orthopedic implants, femoral stems, surgical instruments, and dental components require precise organic geometries and exceptionally smooth surface finishes. Simultaneous 5-axis delivers the accuracy and surface quality demanded by FDA and ISO standards.
To illustrate the stakes: a peer-reviewed study on 3-axis machining of a femoral knee implant recorded Ra values of 6 to >8 µm on sculpted surfaces — far from implant-grade. Industry targets for articulating femoral head surfaces can be as low as Ra 0.010–0.015 µm. That gap is where optimized 5-axis tool paths earn their place.
Automotive and Die/Mold
Both automotive production and die/mold shops see measurable gains in cycle time and setup reduction:
- Engine components — Camshafts, cylinder heads, and intake manifolds gain from shorter cycle times on complex geometries
- Die and mold cavities — Single-setup machining handles intricate surfaces without dedicated fixtures, cutting lead time on tooling production
- Electrode elimination — A Procedia CIRP study found that 5-axis combined with high-end CAD/CAM shortens conventional process chains by removing some electrodes and special fixtures for complex cavities and undercuts

Frequently Asked Questions
What is simultaneous 5-axis machining and how does it work?
Simultaneous 5-axis machining is the coordinated, real-time movement of three linear axes (X, Y, Z) and two rotary axes simultaneously. This allows continuous tool path adjustments and enables complex surface machining in a single setup, with the tool dynamically changing angle as it cuts.
How does simultaneous 5-axis machining differ from 3-axis CNC?
3-axis machining is limited to linear X, Y, Z movement and requires multiple setups and fixtures to access angled surfaces. Simultaneous 5-axis adds two rotary axes that move dynamically during the cut—greatly expanding geometry capability and reducing setups.
What CAM software is used for simultaneous 5-axis machining?
Common platforms include hyperMILL, Autodesk Fusion 360 (Machining Extension), PowerMill, and Mastercam MultiAxis. Each requires a machine-specific post-processor to convert tool paths into accurate axis commands, with controller-side linearization and tool vector input also playing a key role.
Is simultaneous 5-axis CNC worth the investment?
The investment is justified for shops producing complex, tight-tolerance parts across aerospace, medical, or automotive sectors—where reduced setups, faster cycle times, and superior surface finish yield strong ROI. It may not be cost-effective for simple prismatic parts or heavy roughing applications.
Are there CNC machines with more than 5 axes (6-axis, 7-axis)?
Yes. 6-axis and 7-axis machines add one or more rotary or linear axes to further expand reach and reduce fixturing. They appear in specialized applications like robotic machining arms and mill-turn centers, and are more expensive and complex to program than standard 5-axis systems.
Looking to develop intricate 5-axis CNC programs for your complex parts? CNC Programming Solutions develops precise 5-axis CNC programs for manufacturers tackling complex geometries—handling CAM integration, setup reduction, and surface finish requirements from the programming side. Contact their expert team at 405-714-3714 or cncsolutions22@gmail.com to discuss your project requirements.