Introduction: Why 5-Axis CNC Machining Is Redefining Medical Device Manufacturing
Medical device recalls reached 1,059 events in 2024, the highest level in four years, with Class I recalls hitting a 15-year high. Manufacturing defects and dimensional non-conformance remain critical factors in these failures. Components like orthopedic implants, spinal hardware, and surgical instruments require tolerances within ±0.001 inches on general features and ±0.0005 inches on critical mating surfaces—deviations that can compromise patient safety and device functionality.
Each repositioning in traditional 3-axis machining introduces ±0.02 to 0.05 mm of positional uncertainty. With complex implants requiring five or more setups, those errors stack up and compromise the geometric relationships essential for bone-to-bore concentricity and parallelism. Add fixture costs, extended cycle times, and the inability to reach compound angles or undercuts in a single operation, and 5-axis machining becomes a functional requirement—not just an upgrade.
What follows breaks down the mechanics, medical-specific requirements, material considerations, and regulatory obligations you need to evaluate before committing to a 5-axis machining supplier.
TLDR:
- 5-axis CNC reduces setups by 60% and cycle time by 30%, eliminating tolerance stack-up
- Surface finish improves 2-4x (Ra 0.4–0.8 µm vs. 1.6–3.2 µm) for better biocompatibility
- Full simultaneous 5-axis enables complex implant contours, undercuts, and angled bores in one setup
- FDA 21 CFR 820 and ISO 13485 require process validation and supplier traceability
- PEEK implants market projected to reach $1.52 billion by 2030, driving demand for precision polymer machining
How 5-Axis CNC Machining Works
A 5-axis CNC machine moves the cutting tool (or workpiece) along three linear axes—X, Y, Z—plus two rotational axes. The rotational axes tilt and swivel the tool or table—typically ±110° to ±120° (tilt) and 360° (swivel)—letting the cutter approach from virtually any orientation. This allows the machine to reach complex surfaces, angled holes, and undercuts without repositioning the part.
3+2 Axis vs. Full Simultaneous 5-Axis Machining
3+2 (positional) machining uses the two rotational axes to tilt and lock the part at a fixed angle, then runs standard 3-axis toolpaths from that position. This approach is simpler to program and often sufficient for parts with angled flat features—like a surgical instrument with pockets at multiple orientations. It doesn't require continuous multi-axis motion, which reduces programming complexity and machine controller demand.
Full simultaneous 5-axis machining moves all five axes continuously during cutting. The tool maintains perpendicular or optimal contact with the workpiece surface throughout the toolpath, producing smooth curved surfaces, complex undercuts, and compound angles without stopping to reposition.
This method is the standard for curved implant contours, femoral heads, and spinal hardware—any application where surface quality and geometric accuracy are critical.
When to use each:
- 3+2 for angled holes, multi-sided pockets, or parts requiring multiple orientations but not complex curved surfaces
- Full 5-axis for organic shapes, bearing surfaces, thin-walled structures, and parts where tool-tilt optimization improves surface finish
Key Advantages of 5-Axis CNC Machining for Medical Devices
Fewer Setups, Less Tolerance Stack-Up
5-axis machining consolidates multiple operations into a single setup, eliminating the cumulative error that occurs each time a part is repositioned. Data from DMG Mori's 2024 whitepaper shows:
| Metric | 3-Axis | 5-Axis | Improvement |
|---|---|---|---|
| Setups required | >5 | 2 | 60% reduction |
| Cycle time | 48 min | 33 min | 30% reduction |
| Tools required | 17 | 8 | 50% reduction |
| Process accuracy | Baseline | +25% | 25% increase |
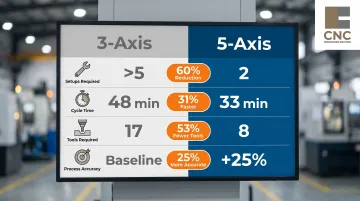
Each eliminated setup removes the ±0.02-0.05 mm error introduced by re-clamping, which is critical when maintaining bore-to-bore concentricity or parallelism across a spinal plate.
Improved Access to Complex Geometry
5-axis tool tilt enables machining of:
- Undercuts and deep cavities without custom fixtures
- Intersecting bores at compound angles
- Angled holes that would require multiple setups on a 3-axis machine
- Thin-walled structures where rigidity is limited
For example, robotic surgery arm links require precise bore alignment across multiple axes, thin walls, and multi-angle surfaces—a combination that makes 5-axis the practical choice.
Superior Surface Finish
Maintaining an optimal tool-to-surface angle throughout a toolpath reduces scallop height and produces smoother surfaces. 5-axis machining achieves Ra 0.4-0.8 µm versus 1.6-3.2 µm on 3-axis—a 2-4x improvement. This matters for:
- Implant bearing surfaces that require Ra ≤0.05 µm per ISO 7206-2 (metallic femoral heads)
- Surgical instruments where surfaces rougher than Ra 0.8 µm become reservoirs for biofilm
- Sterilization compatibility, where smooth surfaces resist bacterial adhesion
Peer-reviewed research identifies Ra 0.2 µm as the threshold above which biofilm formation accelerates on restorative materials.
Faster Prototyping and Shorter Lead Times
A peer-reviewed study documented a 16.5% total machining time reduction through optimized 5-axis path planning, achieved by increasing feed rates by 20% through optimal tool helix angle selection. Completing a complex part in one or two setups instead of four or five compounds those gains further.
For medical device R&D teams, that translates to more design iterations per quarter and compressed timelines between prototype approval and FDA submission.
Machining Miniaturized Components
Medical devices trend toward smaller form factors—minimally invasive tools, micro-surgical instruments, catheter components. DMG Mori documented a spoon forceps component for endoscopic procedures measuring just 0.8 mm with a bore of only 0.2 mm, tolerances that are only repeatable at production volumes through 5-axis simultaneous milling.
Medical Device Applications Where 5-Axis CNC Machining Excels
Orthopedic Implants (Hip, Knee, Spine)
The global orthopedic devices market was valued at $54.4 billion in 2024. Joint replacement components feature curved, patient-matched contours combined with biocompatible materials and smooth bearing surfaces. 5-axis machining produces these efficiently from solid titanium or cobalt-chromium stock, maintaining the tight sphericity tolerances (≤10 µm radial separation) required by ISO 7206-2.
In practice, shops like Mach Medical demonstrate what this looks like at scale. Their automated single-piece 5-axis workflow — using Okuma and Mazak Variaxis machining centers — achieved a non-conformance rate below 1% while holding tolerances to less than 25% of the standard 1 mm allowance.

Surgical Instruments and Tools
Microsurgical tools, graspers, and cutting instruments require tight dimensional control over small features, fine edges, and ergonomic contours. Traditional 3-axis machining struggles with the angled surfaces and compound curves common in handheld surgical devices. 5-axis programming allows these features to be cut in a single setup, maintaining critical edge geometry and surface finish.
For high-mix, low-volume instrument production — common in surgical tooling — single-setup 5-axis machining also reduces fixturing costs and lead times compared to multi-stage 3-axis approaches.
Dental Restorations and Prosthetics
The CAD/CAM dental milling machine market was valued at $1.96 billion in 2023 and is projected to grow at a CAGR of 9.1% through 2030. Crowns, bridges, and implant abutments require exact occlusal surface geometry and tight fit to mating anatomy. 5-axis machining produces these efficiently from ceramic or metal blanks, reducing chair time and improving patient outcomes.
Articulating Arm and Robotic Surgery Components
Surgical robotic arm links, pivot joints, and motion assemblies demand:
- Precise bore alignment across multiple axes
- Thin walls with minimal deflection
- Multi-angle surfaces machined to tight tolerances
5-axis machining produces these in fewer setups, reducing error accumulation and ensuring smooth articulation across the device's range of motion.
Diagnostic and Imaging Device Hardware
Positioning arms, housings, and motion modules in CT scanners, MRI equipment, and X-ray devices require dimensional stability and geometric consistency. 5-axis machining delivers these at production volumes, supporting the surgical equipment market valued at $18.37 billion in 2024, projected to reach $31.58 billion by 2030.
Materials Used in 5-Axis CNC Medical Machining
Material selection in medical machining is driven by biocompatibility, sterilization compatibility (autoclave, EtO, gamma), load requirements, and regulatory documentation—not just machinability.
Ti-6Al-4V (Grade 5 Titanium, ASTM F136)
Ti-6Al-4V ELI (Extra Low Interstitial) is the gold standard for load-bearing implants. It offers:
- Tensile strength: 862 MPa minimum
- Elastic modulus: 105-116 GPa (closer to bone than stainless steel)
- Thermal conductivity: 6.7 W/m·K (low—cutting zone temperatures average 2.2x higher than steel)
- Machinability rating: 22% of AISI B1112
Machining challenges include strong galling tendency and susceptibility to stress-corrosion cracking with chlorinated cutting fluids. 5-axis setups reduce tool stress by maintaining better cutting angles, which extends tool life by 20-40% in high-strength alloys.
Cobalt-Chromium Alloys (ASTM F75 / F1537)
CoCrMo alloys provide wear and corrosion resistance for bearing-surface implant components (femoral heads, knee components). Key machining requirements include:
- Rigid setups to counter rapid work-hardening
- Carbide tooling rated for high-hardness alloys
- Heavy coolant application to manage heat buildup
5-axis machining distributes cutting forces more evenly across the tool and workpiece, reducing deflection and extending tool life in these demanding alloys.
Stainless Steel 316L (ASTM F138) and 17-4PH
These two stainless steels serve different roles in medical applications:
- 316L (316LVM): The standard surgical implant grade. Offers biocompatibility, corrosion resistance, and formability for surgical instruments and temporary implants.
- 17-4PH: A precipitation-hardening martensitic stainless steel for instruments and hardware where high strength and corrosion resistance must coexist.
PEEK (Polyetheretherketone)
The global PEEK implants market was estimated at $964.9 million in 2024, projected to reach $1.52 billion by 2030 at a 7.9% CAGR. PEEK meets biocompatibility requirements under FDA guidelines and ISO 10993.
It is compatible with all three primary sterilization methods:
- Autoclave sterilization (121-134°C)
- Ethylene oxide (EtO)
- Gamma radiation up to 75 kGy
Its elastic modulus (3.6 GPa unfilled, 18 GPa carbon-fiber reinforced) can be tuned to match cortical bone stiffness, reducing stress shielding. PEEK is also radiolucent, enabling artifact-free imaging post-surgery. Common applications include spinal cages, bone plates, dental implants, and cardiovascular devices.
Machining PEEK requires controlled cutting parameters and heat management to avoid dimensional drift. 5-axis machining allows consistent tool engagement and better chip evacuation, maintaining tight tolerances throughout the cut.
CNC Programming: The Engine Behind Precision 5-Axis Medical Parts
Successful 5-axis machining depends on the quality of the CNC program. Toolpath strategy, feed and speed optimization, and post-processor accuracy all directly affect dimensional accuracy and surface quality.
CAM Workflow for 5-Axis Medical Components
- Define datums: Establish reference points that align with critical features (bore centers, mounting surfaces)
- Simulate full toolpaths with collision checking: Verify tool reach into deep or angled features, check for holder interference
- Plan burr reduction at intersecting bores: Use entry/exit strategies that minimize burr formation
- Verify surface quality: Use simulation tools to predict scallop height and surface finish

Leading CAM platforms for 5-axis medical component programming include hyperMILL by Open Mind, Siemens NX, and Mastercam.
Tool Center Point Control (TCPC)
Advanced CNC functions like Heidenhain TCPM (Tool Center Point Management) and Siemens TRAORI manage tool-tip position throughout 5-axis motion. They do this by coordinating compensating linear-axis movements in real time as the rotary axes sweep through their range. Heidenhain's KinematicsOpt cycle automatically checks and compensates for rotary axis center-of-rotation offsets, generating measurement logs for quality documentation.
These functions reduce complex math in post processors and allow the same part program to run on different machines without reprogramming—valuable when scaling medical part production.
Simulation and Closed-Loop Feedback
Building on that machine-level control, Heidenhain's Digital Twin uses the machine's actual kinematics and parameters to test CAM-generated programs off-machine, preventing collisions and program interruptions before the first cut.
Closed-loop CMM feedback takes this further. By feeding in-process measurement data back into cutting parameters, shops can compensate for tool wear in real time rather than catching dimensional drift after the fact—a critical advantage for medical parts with tight tolerances and high scrap costs.
CNC Programming Solutions develops 5-axis programs with post-processor accuracy and simulation verification built into the workflow, so medical component programs arrive ready to run—not ready to debug.
Quality, Compliance, and Surface Finishing for Medical Devices
Regulatory Context: FDA 21 CFR Part 820 and ISO 13485
Medical device manufacturers must comply with FDA 21 CFR Part 820 (Quality System Regulation) and ISO 13485 standards. These require:
- Process Validation (820.75): Processes whose results cannot be fully verified by inspection must be validated with documented IQ/OQ/PQ protocols
- Traceability (820.65): Each unit or lot must be identifiable from raw material through finished component
- Acceptance Activities (820.80): Incoming, in-process, and final inspections with documented results
- Device History Records (820.184): Records linking specific machines, operators, dates, and inspection data to each production unit
Meeting these requirements demands more than capable equipment — your machining partner's quality system must be built to support documentation and traceability at every production stage.
Inspection and Documentation Practices
Medical parts require:
- Dimensional inspection with CMMs, optical comparators, or laser scanning
- First Article Inspection (FAI) reports
- Material certifications linking lot numbers to mill test reports
- In-process verification for critical features
ISO 13485 requires traceability systems that link raw materials and production lots to finished goods, defective items, and any returns — giving you a complete audit trail from stock to shipment.
Surface Finishing and Performance
ISO 7206-2:2011 specifies articulating surface requirements for hip joint prostheses:
| Component Type | Max Ra | Sphericity | Dimensional Tolerance |
|---|---|---|---|
| Metallic femoral head | ≤0.05 µm | ≤10 µm | -0.2 to 0 mm |
| Ceramic femoral head | ≤0.02 µm | ≤10 µm | -0.2 to 0 mm |
| Plastic acetabular cup | ≤2 µm | ≤100 µm | +0.1 to +0.3 mm |
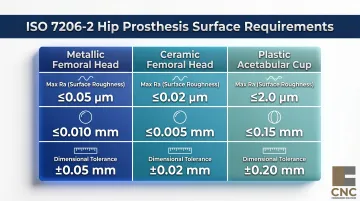
5-axis machining produces a geometrically superior substrate (sphericity ≤10 µm) that requires less material removal during polishing, reducing the risk of dimensional non-conformance.
Surface finishing processes include:
- Electropolishing: Reduces Ra by approximately 50%, standard for surgical instruments
- Vibratory deburring: Smooths peaks and removes sharp edges incrementally
- Bead blasting: Cleans and prepares surfaces for coating or bonding
- Anodizing: Creates protective oxide layer on titanium per ASTM B137
When evaluating machining partners, confirm they offer integrated finishing — shops that handle bead blasting, vibratory deburring, anodizing, and coating in-house reduce handoffs and help maintain traceability across the full production chain.
Frequently Asked Questions
How does 5-axis machining work?
5-axis machining moves a cutting tool along three linear axes (X, Y, Z) and two rotational axes simultaneously, allowing the tool to reach complex surfaces from multiple angles in a single setup without repositioning the part.
What's the difference between 3+2 and full 5-axis machining?
3+2 (positional) machining locks the rotational axes at a fixed angle and runs 3-axis toolpaths from that position. Full simultaneous 5-axis machining moves all five axes continuously, enabling complex curved surfaces but requiring more sophisticated programming.
What medical devices are commonly made with 5-axis CNC machining?
Orthopedic implants, spinal hardware, dental prosthetics, surgical instruments, robotic surgery components, and imaging device housings are primary applications. The global orthopedic devices market alone was valued at $54.4 billion in 2024.
What tolerances can 5-axis CNC machining achieve for medical parts?
5-axis CNC machining typically holds ±0.001 inches on general features and ±0.0005 inches on critical mating surfaces. Under controlled conditions, high-precision operations can reach ±0.0002 inches. Single-setup machining preserves tight geometric relationships that multi-setup processes would compromise.
How does 5-axis CNC machining support FDA and ISO 13485 compliance?
While the machining process itself must be validated and documented, 5-axis machining supports compliance by improving dimensional consistency and repeatability. Quality documentation (material traceability, inspection records, FAI) from capable machining suppliers is essential to the device manufacturer's quality system.
Is 5-axis machining always better than 3-axis for medical parts?
No. Simpler flat or prismatic parts can be efficiently machined on 3-axis equipment. But once a component has complex curves, angled features, tight multi-feature alignment, or thin walls, 5-axis becomes the more practical and reliable choice.
5-axis CNC machining has become essential for medical device manufacturing because it consolidates setups, eliminates tolerance stack-up, and produces the complex geometries demanded by modern implants and surgical instruments. Regulatory pressure, material challenges, and design complexity have made ISO 13485-certified suppliers operating validated 5-axis platforms with integrated metrology the standard expectation across the industry.
For manufacturers evaluating 5-axis machining for medical components, three factors matter most:
- Supplier capability: process validation, material traceability, and dimensional inspection records
- Programming expertise: CAM workflow, TCPC implementation, and collision avoidance
- Finishing services: sub-0.2 µm Ra surface quality essential for biocompatibility and sterilization