Introduction
Firearm owners and builders face a critical finishing decision: Cerakote or anodized. Both are industry-standard choices, but they work fundamentally differently and serve distinct needs. Many firearm builders default to whatever their parts manufacturer recommends without fully understanding the trade-offs.
This comparison matters beyond aesthetics. The right finish directly affects:
- Corrosion resistance in harsh environments
- Dimensional tolerances on precision parts like receivers and bolt carriers
- Maintenance frequency over the firearm's service life
- Long-term durability under field conditions
The performance gap is measurable. According to MIL-A-8625F specifications, Type III hardcoat anodizing must withstand 336 hours of salt spray testing. The Cerakote Elite Series raises that bar to 4,000+ hours — a difference that reflects two finishes built for different applications.
Key Takeaways
- Cerakote is a ceramic-based topcoat sprayed onto the surface; anodizing converts aluminum into a hardened oxide layer
- Type III hardcoat anodizing outperforms Cerakote in durability for aluminum components and meets mil-spec compliance
- Cerakote adds ~0.001" of thickness — a real consideration for tight-tolerance precision parts
- Anodizing is the stronger choice for aluminum; Cerakote works across steel, polymers, and wood
- Pick based on your substrate material, operating environment, and whether appearance or tolerance matters more
Cerakote vs. Anodized: Quick Comparison
| Feature | Cerakote | Anodized (Type III) |
|---|---|---|
| Finish Type | Polymer-ceramic topcoat | Electrochemical conversion |
| Compatible Materials | Metals, polymers, wood | Aluminum and titanium only |
| Thickness Added | 0.0006"-0.0012" per surface | 0.001" growth per surface (0.002" total coating) |
| Color Options | Hundreds of colors + custom | Limited (mostly black/dark tones) |
| Relative Cost | Higher (labor-intensive) | Lower for aluminum at scale |
| Maintenance | Moderate (can chip/wear) | Minimal (degrades gracefully) |
| Mil-Spec Status | Not mil-spec | MIL-A-8625 compliant |
Cerakote does not bond chemically the same way anodizing does—it sits on the surface as a topcoat. Anodizing converts the metal itself into aluminum oxide, making it integral to the part. That structural difference is what drives the trade-offs in durability, compatibility, and cost explored throughout this guide.
Worth noting: the two finishes aren't mutually exclusive. Cerakote can be applied over anodized surfaces when properly prepped, combining anodizing's corrosion resistance with Cerakote's expanded color options.
What is Cerakote?
Cerakote is a polymer-ceramic composite coating that bonds to metals, plastics, polymers, and wood. Originally developed for the firearms industry, it emerged as the preferred finish for parts exposed to high heat, chemical contact, and heavy handling, where traditional finishes consistently fell short.
Application Process
The process involves three critical steps:
- Surface prep - Degreasing and media blasting to create adhesion profile
- Spray application - HVLP gun application in controlled environment
- Oven curing - Heat treatment to cross-link ceramic particles

Proper prep and curing determine adhesion quality and durability. Shortcuts in preparation lead to premature failure.
Performance Properties
Cerakote delivers several operational advantages:
- Abrasion resistance - Pencil hardness rating of 9H scratch/8H gouge for most H-Series colors
- Corrosion resistance - H-Series provides 2,000+ hours salt spray protection; Elite Series exceeds 4,000 hours
- Chemical resistance - Resists solvents, oils, and cleaning chemicals without degradation
- UV stability - Maintains color consistency to < +/-1 Delta E standard
- Temperature tolerance - Coating stability beyond 500°F; C-Series rated to 1,800°F for extreme heat applications
For firearm users, this translates to barrels, slides, and handguards that cycle rapidly through heat without finish degradation.
Color and Customization Advantage
Performance is only part of the appeal. Cerakote offers hundreds of standard colors plus custom mixing, camo patterns, and multi-color designs — making it the practical choice for aesthetic customization and for non-aluminum components like polymer frames or wood stocks where anodizing simply isn't an option.
Key Limitation
As a topcoat, Cerakote adds measurable thickness—typically 0.001" for H-Series standard colors (tested range 0.0009"-0.0012") and 0.00075" for Elite Series. The coating can chip or wear in high-friction areas over time, eventually exposing bare substrate underneath.
Use Cases of Cerakote
Cerakote is the preferred finish for:
- Achieving uniform color across mixed-material builds (polymer frames, steel barrels, aluminum uppers)
- Finishing steel slides, wood stocks, and other components that can't be anodized
- Meeting specific camo or color requirements for law enforcement and military builds
Barrett Firearms operates as a Factory Trained and Certified Cerakote Applicator, while Daniel Defense offers Cerakote on DDM4 V7 models in seven color options including Deep Woods and MilSpec+.
What is Anodized?
Anodizing is an electrochemical process that converts aluminum (or titanium) surfaces into a hard aluminum oxide layer. Unlike Cerakote, the oxide layer grows both into and out of the base metal, making it integral to the part rather than a topcoat sitting on top.
Types of Anodizing for Firearms
Type II (Sulfuric Acid Anodize):
- Thickness range: 0.00007" to 0.001"
- More color variety possible
- Lighter-duty applications
Type III (Hardcoat Anodize):
- Thickness range: 0.0005" to 0.0045" (nominal 0.002")
- Significantly more abrasion-resistant
- Mil-spec standard per MIL-A-8625
- Darker color tones due to thick oxide layer absorbing less dye
Operational Benefits for Firearm Parts
Type III hardcoat delivers several critical advantages:
- Superior wear resistance - High-friction areas like bolt carrier groups and receiver interfaces experience minimal wear
- Integrated corrosion protection - Won't peel or chip because the finish is the metal itself
- Minimal maintenance - Wears down gradually over time rather than chipping or flaking off suddenly
- Predictable performance - Meets military specifications for reliability
Material Limitation
Anodizing only works on aluminum and titanium—it cannot be applied to steel, polymer, or wood components. On the color front, Type III is similarly constrained: the thick oxide layer absorbs less dye, which pushes results toward dark grays and black rather than vivid finishes.
Tolerance Impact
Anodizing adds predictable, controlled thickness. Per MIL-A-8625F specifications, dimensional growth equals one-half the coating thickness per surface. A nominal 0.002" coating produces 0.001" growth outward per surface.
For precision firearm components, machinists must account for that growth during CNC programming — typically by undersizing the raw part to hit final dimensions after anodizing.
Use Cases of Anodized
Type III hardcoat anodizing is the factory default finish for most aluminum firearm parts. Examples include:
- AR-15/M16-pattern receivers - Colt M4 Carbine specifies "MIL-SPEC Matte Black Type-III Hard Coat Anodize" on 7075-T6 aluminum receivers
- Handguards and rails - Commercial and military standard
- Bolt carriers and upper receivers - Any aluminum component requiring maximum durability
Hardness Rating
Type III hardcoat anodize measures minimum 400 HV (Vickers hardness) for wrought alloys like 6061 and 6063, compared to 107 HV for untreated 6061-T6 aluminum. This represents approximately 3.7x the hardness of bare aluminum.
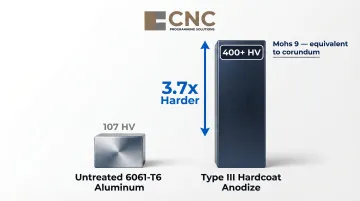
On the Mohs scale, hardcoat anodize rates 9 (equivalent to corundum/aluminum oxide), while raw aluminum rates 2.5—harder than most stainless steel grades.
Cerakote vs. Anodized: Which Finish Is Right for Your Firearm?
Five factors determine which finish makes sense for your specific build. Work through each one to land on the right call.
1. Substrate Material
Choose anodizing when:
- Part is aluminum or titanium
- You're working with precision-machined aluminum components
Choose Cerakote when:
- Finishing steel, polymer, wood, or mixed-material builds
- Anodizing isn't physically possible
2. Environment and Exposure
Choose anodizing when:
- Part experiences high friction (bolt carriers, receiver interfaces)
- You need mil-spec compliance for military or law enforcement use
- Long-term corrosion resistance without maintenance is critical
Choose Cerakote when:
- Firearm operates in salt air or coastal environments (Elite Series: 4,000+ hours salt spray)
- High UV exposure requires color stability
- Chemical resistance to solvents and oils is priority
3. Tolerance Sensitivity
Choose anodizing when:
- Working with precision-machined components where controlled tolerance growth is essential
- Predictable dimensional change (0.001" per surface) can be factored into programming
Choose Cerakote when:
- Refinishing worn firearms without disassembling to bare metal
- Tolerance stack-up is less critical
- Adding 0.0006"–0.0012" won't affect function
4. Color and Appearance
Choose anodizing when:
- Black or dark tones are acceptable
- Factory-correct mil-spec appearance is required
Choose Cerakote when:
- Specific color or camo pattern is needed
- Custom branding or multi-color designs are desired
- Color consistency across mixed materials is required
5. Durability and Maintenance
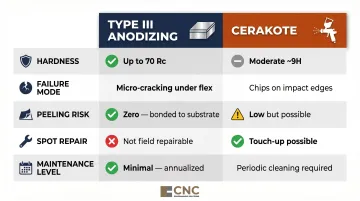
The durability debate centers on two different failure modes. The durability debate centers on two different failure modes:
| Factor | Anodizing (Type III) | Cerakote |
|---|---|---|
| Hardness | 400+ HV minimum | 9H pencil hardness |
| Failure mode | Gradual thinning | Chipping or wear at friction points |
| Peeling risk | None — integral to metal | Possible in high-friction areas |
| Spot repair | Requires full refinishing | Can be patched without full strip |
| Maintenance | Lower long-term | Periodic inspection recommended |
6. Budget
Anodizing costs less for aluminum parts at scale — batch processing keeps per-part prices down. Cerakote costs more per part because prep and coating are both labor-intensive.
If your parts are steel or polymer, cost comparisons are moot — Cerakote is the decision by default.
Conclusion
Neither Cerakote nor anodizing is universally "better"—the right finish is determined by the part's material, operating environment, tolerance requirements, and owner's maintenance preferences.
Decision framework:
- Aluminum firearm parts → Type III hardcoat anodizing for maximum durability and mil-spec compliance
- Mixed-material or polymer builds → Cerakote for uniform appearance and material compatibility
- Custom color requirements → Cerakote for aesthetic flexibility
- High-friction precision parts → Anodizing for wear resistance and predictable tolerances
For manufacturers and builders working with precision-machined aluminum components, the finish choice and the machining process can't be treated as separate decisions. Dimensional growth from anodizing has to be accounted for at the programming stage, not corrected after the fact. CNC Programming Solutions handles both CNC programming and anodizing in-house, so tolerance interactions are built into the process from the start—resulting in aluminum firearm components that meet spec the first time.
Frequently Asked Questions
Can you anodize a gun?
Yes, anodizing can be applied to aluminum and titanium firearm components like receivers, handguards, and rails. However, it cannot be applied to steel barrels, slides, or polymer frames—those require alternative finishes like Cerakote or bluing.
What is a Type III anodized finish?
Type III (hardcoat) anodizing is a thicker, denser anodic oxide layer produced at lower temperatures and higher current density, meeting MIL-A-8625 military specifications. It is the standard finish for aluminum firearm receivers and components requiring maximum wear resistance.
How hard is Type III anodize?
Type III hardcoat anodize measures minimum 400 HV (Vickers hardness), roughly 3.7x harder than untreated 6061-T6 aluminum (107 HV), and rates 9 on the Mohs scale—equivalent to corundum. That puts it well ahead of bare aluminum and most stainless steel grades in wear resistance.
Is anodized better than Cerakote?
It depends on the application. Anodized (Type III) is harder and more durable for aluminum parts, offers superior wear resistance, and won't peel. Cerakote is more versatile across materials, offers greater color customization, and provides better impact resistance. Neither is universally superior—choose based on substrate material and operating requirements.
Can Cerakote be applied over anodizing?
Yes, Cerakote can be applied over anodized surfaces when properly prepped. The anodized layer must be media blasted to create an adhesion profile before Cerakote application.
What does an anodized finish do?
Anodizing converts the aluminum surface into a hard aluminum oxide layer that becomes integral to the metal. This provides corrosion resistance, wear resistance, and the ability to absorb dye for color—without adding a topcoat that can peel or chip like paint-based finishes.