Introduction
In medical manufacturing, a component's surface is not cosmetic—it's a clinical factor. A burr on a surgical instrument or a rough surface on an implant can lead to contamination, implant rejection, or device failure. According to peer-reviewed research, bacterial adhesion increases significantly when surface roughness exceeds Ra 0.2 μm, creating infection risk that no amount of post-surgical sterilization can eliminate. As medical device complexity increases, so do the expectations placed on surface quality at every stage of production.
Surface finishing is often treated as a final step or afterthought. In medical component manufacturing, it shapes biocompatibility, regulatory compliance, and long-term performance—outcomes that cannot be corrected after a device reaches the patient.
The FDA warning letter issued to Phillips Precision Inc. in December 2024 documented metal debris on finished blades, unvalidated passivation processes, and cleaning system failures affecting orthopedic implants and surgical instruments. These violations triggered enforcement action under 21 CFR 820.75.
This article explains why precision surface finishing matters in practice, what it protects against, and how manufacturers can apply it consistently to achieve components that are safe, compliant, and built to perform over a device's full service life.
Key Takeaways
- Precision surface finishing removes burrs, machining marks, and contaminants that compromise patient safety and device performance
- Surfaces below Ra 0.2 μm reduce bacterial adhesion and lower implant rejection risk — both direct requirements for biocompatibility
- FDA 21 CFR Part 820 and ISO 13485:2016 set enforceable surface quality requirements—non-compliance triggers recalls and production halts
- Poor finishing creates stress risers that cut fatigue strength significantly and accelerate corrosion failure
- Documented, repeatable finishing processes are what separate scalable medical manufacturing from costly production failures
What Is Precision Surface Finishing?
Precision surface finishing is the controlled process of modifying a component's surface to meet specific roughness, cleanliness, and dimensional requirements. Unlike cosmetic polishing, it engineers a surface to function safely within a clinical environment.
This process applies across medical manufacturing segments: implants (orthopedic, dental, spinal), surgical instruments (scalpels, forceps, trocars), diagnostic equipment, and pharmaceutical hardware. Any component that contacts the body, bodily fluids, or sterile environments requires defined surface parameters.
Key surface parameters include:
| Parameter | Standard | What It Measures |
|---|---|---|
| Ra (Roughness Average) | ISO 4287 | 2D arithmetic mean roughness |
| Sa (Arithmetic Mean Height) | ISO 25178 | 3D areal roughness |
| Rz/Sz (Maximum Height) | — | Peak-to-valley depth |
| Sdr (Developed Interfacial Area Ratio) | — | Surface area expansion for adhesion control |

According to Michigan Metrology, Ra or Sa alone is insufficient for predicting medical device performance—parameters such as mean summit curvature (Ssc) for friction prediction and bearing area curves provide functionally relevant characterization.
Precision surface finishing bridges the gap between a manufactured dimension and a clinical requirement. It's the last controllable variable before a component enters the supply chain—and the one most directly tied to biocompatibility, sterility, and regulatory acceptance.
Key Advantages of Precision Surface Finishing for Medical Components
The three advantages below reflect specific operational, safety, and compliance outcomes that medical manufacturers track and are audited against.
Biocompatibility and Patient Safety
Biocompatibility requires that a medical component does not provoke harmful tissue reactions, harbor pathogens, or release contaminants when in contact with the body. Surface quality is one of the primary determinants of whether a component passes or fails biocompatibility testing.
How precision finishing creates this advantage:
By reducing surface roughness (Ra value), eliminating burrs, and removing machining debris, finishing minimizes the micro-sites where bacteria, proteins, and bio-debris accumulate.
Research by Yu et al. (2016) identified Ra 0.2 μm as a critical threshold above which biofilm formation on implant materials increases significantly. Even nanometer-scale changes below 30 nm Ra influenced early bacterial attachment — the coarsest surface tested (Ra 23.94 nm) showed approximately 6.5x more bacterial cells at 2 hours than the finest (Ra 11.89 nm).
Why this matters:
- Rough or unfinished surfaces create recesses that trap contaminants and resist sterilization, leading to post-surgical infection risk and implant rejection
- Weber et al. (2023) found that 71% of gastroscope channels showed structural damage after an average of only 60 uses, with surfaces rougher than Ra 0.8 μm becoming biofilm reservoirs
- The FDA guidance on ISO 10993-1 (2023) explicitly addresses surface roughness as a factor requiring biocompatibility evaluation when device characteristics change
A biocompatibility failure at the testing stage halts the entire product pathway: regulatory submission stalls, production cycles are scrapped, and clinical launch timelines slip by months or years.
KPIs impacted:
- Biocompatibility test pass rate
- Implant rejection rate
- Sterilization validation scores
- Batch rejection rates during quality inspection
When this advantage matters most:
Implantable devices (orthopedic screws, femoral stems, dental implants) and surgical tools entering sterile body cavities carry the highest biocompatibility risk. Any component that cannot be fully sterilized due to surface irregularities represents an unacceptable clinical liability.
Regulatory Compliance and Audit Readiness
Medical device manufacturers operate under strict regulatory frameworks—FDA 21 CFR Part 820 in the US and ISO 13485 globally. As of February 2, 2026, the revised Quality Management System Regulation (QMSR) incorporates ISO 13485:2016 by reference, harmonizing domestic and international requirements.
How precision finishing creates this advantage:
A controlled, documented finishing process produces measurable, repeatable surface parameters (Ra, Rz) that can be validated, traced, and reported during audits. Under 21 CFR 820.75, passivation and electropolishing are classified as "special processes" because their results cannot be fully verified by subsequent non-destructive inspection—this mandates formal process validation.
Why this matters:
Inconsistent or undocumented surface finishing is a leading cause of non-conformances during FDA inspections. The December 2024 FDA warning letter to Phillips Precision Inc. documented multiple surface finishing violations:
- Metal debris and residue found on finished blades and oxidation staining on devices
- Passivation validation plans that failed to include titanium devices
- Approximately 18% of cleaning system temperature logs showed out-of-specification conditions
- Missing worst-case testing for cleaning validation across product geometries
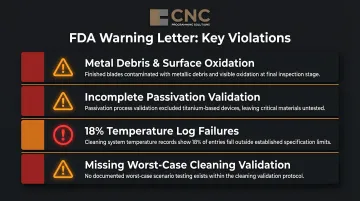
These violations affected orthopedic implants and surgical instruments and triggered comprehensive corrective action requirements.
KPIs impacted:
- Audit pass rate
- Number of non-conformances per production run
- FDA inspection outcomes
- Cost of quality (rework, scrap, recall expenses)
When this advantage matters most:
Manufacturers supplying Class II or Class III medical devices face the most stringent surface documentation requirements. High-volume producers benefit most, as batch-to-batch consistency becomes harder to maintain without a controlled, repeatable finishing process.
Component Performance, Durability, and Longevity
Medical components must perform without failure for extended periods—sometimes decades for implants. Surface quality directly determines a component's resistance to corrosion, fatigue cracking, and functional wear in demanding biological and mechanical environments.
How precision finishing creates this advantage:
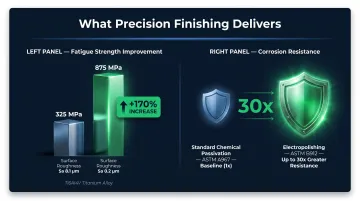
By removing surface stress risers (micro-cracks, sharp edges, and machining marks), finishing reduces the initiation sites for fatigue failure. Heimbrook and Gall (2024) tested additively manufactured Ti6Al4V and found that machining from Sa 8.1 μm to Sa 0.2 μm increased fatigue strength approximately 170% (from 325 to 875 MPa). The study identified Sa 0.2 μm as a critical threshold, below which further polishing yielded diminishing returns.
Electropolishing per ASTM B912 provides up to 30 times greater corrosion resistance than standard chemical passivation per ASTM A967, as measured by salt spray and humidity testing.
Why this matters:
Stress risers created by poor surface finishing can cause fractures in load-bearing implants or instrument breakage during surgery. Solberg et al. (2019) established that for additively manufactured 316L stainless steel, surface defects control fatigue crack initiation above 10⁵ cycles—the high-cycle fatigue regime most relevant to implant loading.
For cutting tools, drills, and diagnostic instruments, surface anomalies directly reduce precision—a burr on a surgical blade reduces cutting accuracy, and surface imperfections on X-ray tube components can distort electrical current flow and diagnostic imaging output.
KPIs impacted:
- Component lifespan
- Corrosion failure rate
- Instrument precision metrics
- Device return and field failure rates
- Mean time between maintenance cycles for reusable instruments
When this advantage matters most:
Long-term implantable devices operating in corrosive biological environments (bodily fluids, repeated autoclave sterilization) and precision surgical instruments used in high-stakes procedures carry the greatest performance risk if surface finishing is substandard.
What Happens When Precision Surface Finishing Is Ignored
Manufacturers face severe operational and clinical consequences when surface finishing is deprioritized or treated inconsistently.
Three consequences tend to surface early in production:
- Biocompatibility failures during device testing push components back for rework at a stage where fixes cost far more than early inspection would have
- Higher batch rejection rates from inconsistent manual finishing—these processes are labor-intensive, hard to validate, and produce variable results that obscure root causes when quality incidents arise
- Regulatory non-conformances that trigger production halts and corrective action reports, often touching multiple clauses simultaneously—process validation (21 CFR 820.75) and acceptance activities (820.80) among them
Field failures represent the most serious outcome. The DePuy ASR hip implant recall provides extensive documentation: analysis of 555 retrieved components showed 97% exhibited edge wear and 74% had severe taper corrosion. The US revision rate reached approximately 18% of 37,000 implants. Inadequate surface conformity and finishing of articulating surfaces created edge loading conditions that accelerated wear, triggered adverse tissue reactions, and caused implant loosening. Median time to revision was 4 years.
Scaling production exposes these gaps directly. Without repeatable, documented finishing processes, inconsistency amplifies with each added batch — creating quality debt that compounds rather than resolves.
How to Get the Most Value from Precision Surface Finishing
Precision surface finishing delivers full value when treated as a defined, controlled process—not a variable endpoint. This means selecting finishing methods matched to component material, geometry, and regulatory requirements:
- Electropolishing for corrosion resistance and smoothness (up to 30x improvement vs. chemical passivation)
- Passivation per ASTM A967 or ASTM F86 for stainless steel oxidation resistance
- Vibratory/mass finishing for batch deburring on complex geometries
- Bead blasting for uniform matte finishes
- Anodizing for aluminum biocompatibility enhancement

Finishing outcomes should be measured and reviewed regularly against documented surface parameters (Ra targets, visual inspection standards, passivation test results). Without documented measurements, there's nothing to validate during an FDA audit or customer quality review.
Start with Tight Machining Tolerances
Precision in CNC programming and machining directly reduces the burden placed on finishing. When a part is machined with tight tolerances and minimal surface defects, finishing processes reach target specifications more consistently and with fewer passes.
CNC Programming Solutions applies this principle directly: machining tolerances from ±0.001 inches (±0.025 mm) for high-precision parts to ±0.005 inches (±0.127 mm) for less critical applications keep surface defects minimal before finishing begins. The result is controlled, repeatable surface quality across bead blasting, vibe deburring, and anodizing operations—without compensating for upstream machining variability.
Conclusion
Precision surface finishing is a critical quality control layer in medical component manufacturing — one that determines whether a component is safe, compliant, and fit for clinical use. That consistency across every batch and every component type is what separates reliable production from costly rework and rejection.
Manufacturers who treat surface finishing as a controlled, documented practice — integrated with their upstream machining process — are better positioned to:
- Meet FDA and ISO regulatory requirements with confidence
- Cut production costs by reducing rework and part rejection
- Deliver components that perform reliably throughout their clinical service life
Frequently Asked Questions
What is precision finishing?
Precision finishing is the controlled process of refining a component's surface to meet specific roughness, cleanliness, and dimensional standards—ensuring it functions safely and performs as designed in high-stakes environments like medical manufacturing.
What surface finish is required for medical implants?
Requirements vary by device type and material, but most implants must meet Ra values below 0.2 μm to limit bacterial adhesion, ASTM F86 passivation standards for stainless steel, and biocompatibility criteria under ISO 10993.
How does surface roughness affect biocompatibility?
Higher surface roughness creates micro-recesses where bacteria, proteins, and bio-debris accumulate—increasing infection risk, reducing sterilization effectiveness, and raising the likelihood of adverse tissue reactions or implant rejection. Bacterial adhesion rises sharply at Ra values above 0.2 μm, which is why that threshold appears across implant surface specifications.
What finishing methods are commonly used for medical components?
Common methods include electropolishing (for corrosion resistance and smoothness), passivation (for stainless steel oxidation resistance), vibratory/mass finishing (for batch deburring), bead blasting (for uniform matte finishes), and anodizing (for aluminum biocompatibility enhancement).
How does surface finishing support regulatory compliance for medical devices?
Documented, repeatable finishing processes produce measurable surface parameters that satisfy FDA 21 CFR Part 820 and ISO 13485 requirements—making it easier to demonstrate process control during audits and reducing the risk of non-conformances that trigger production halts or recalls.
What are the risks of poor surface finishing on surgical instruments?
Poor surface finishing can leave burrs that break off during use, trap pathogens that resist sterilization, reduce cutting or gripping precision, and in diagnostic instruments, introduce electrical or mechanical interference that distorts performance.