
Introduction
Precision components used in aerospace, medical, and automotive applications demand burr-free finishes where even a 0.1 mm ridge can trigger catastrophic consequences: assembly failures, compromised seals, and part rejection at inspection. According to industry research cited by NIST, manual deburring can consume up to 30% of total part cost for high-precision components, while IQS Directory reports deburring represents approximately 15-20% of manufacturing costs across general industries.
Burrs also create direct safety hazards, cutting workers' hands and damaging electrical cables during assembly.
Choosing the wrong deburring machine compounds these problems rather than solving them. Over-deburring violates dimensional tolerances, inconsistent edge radii multiply across production batches, and process instability drives scrap rates upward. This guide covers the top purpose-built deburring machines — rotary CNC systems, vibratory finishers, abrasive flow machines, and more — to help manufacturers match technology to part geometry, material, and volume requirements.
Key Takeaways
- Deburring machines remove burrs left after CNC machining, ensuring parts meet dimensional specs and eliminating safety hazards
- Precision-grade machines pair controlled material removal with compliance mechanisms to accommodate part-to-part variation
- Selection depends on part geometry, material type, production volume, and required edge radius documentation
- Key technologies include rotary CNC systems, wide-belt machines, in-spindle brushes, abrasive flow machining, and back-chamfering tools
- Shops without in-house deburring capacity can outsource to contract machining providers — like CNC Programming Solutions — that include finishing as part of a complete production workflow
Why Deburring Machines Matter for Precision Components
A burr is a raised edge or ridge of excess material left after drilling, milling, or turning operations—small in size but consequential in impact. Even minor burrs disrupt tight-tolerance assemblies, compromise sealing surfaces where O-rings seat, and create stress concentration points that lead to crack initiation and early component failure. Research published in Robotics and Computer-Integrated Manufacturing (Lloyd et al., 2024) documents that burrs enable crack initiation, accelerate corrosion, and cause premature part failure. In precision manufacturing, where tolerances of ±0.01 mm are routine, a 0.3 mm burr represents a massive dimensional deviation.
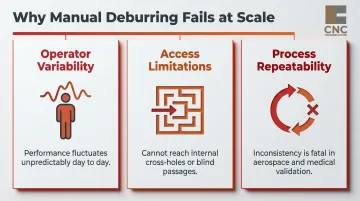
Manual deburring fails at scale for three reasons:
- Operator variability: Performance fluctuates "day to day and hour to hour" for the same individual, according to Xebec Deburring Technologies case data
- Access limitations: Manual tools cannot reach internal cross-holes, blind passages, or complex geometries without disassembly
- Process repeatability: Operator-dependent inconsistency across production runs is fatal in aerospace and medical manufacturing where regulatory validation demands it
The cost of that inconsistency adds up fast. In one documented case, manual deburring required 30 minutes per part; automating with CNC-integrated brushes reduced the operation to 5 minutes while maintaining consistency across 350 parts over two years.
Machine compliance—the ability of a deburring system to adapt to part-to-part variation in size, warping, and burr height—is non-negotiable for precision work. Unlike position-dependent systems that follow a rigid programmed path regardless of actual part geometry, compliant systems adjust tool pressure or engagement based on contact feedback. This ensures uniform edge treatment even when stress-relief warping shifts features by 0.2 mm or casting variations alter surface profiles between batches.
Top Deburring Machines for Precision Components
Machines were evaluated on precision capability, material versatility, suitability for complex geometries, and proven performance in aerospace, medical, and automotive environments where edge condition specifications are documented per ISO 13715:2017 standards.
James Engineering MAX Series
James Engineering is a U.S. manufacturer founded in 1980 by James Richards, a Formula 1 racing transmission specialist. The company has focused exclusively on automated deburring and chamfering for over 40 years, serving aerospace, defense, automotive, and gear manufacturing sectors.
The MAX Series uses a patented mechanical compliance system: precision air-motor tool arms that physically adjust to each part's unique surface without relying on sensors or algorithms. Unlike force-feedback systems that use electronic control loops, this mechanical approach follows the actual metal surface based on applied pressure, compensating automatically for part-to-part inconsistencies from stress relief, warping, and abrasive wear.
The system maintains surface tracking even in wet cycle operations, delivering consistent results across cast, forged, and machined components where dimensional variation is inherent.
| Feature | Specification |
|---|---|
| Machine Type | Rotary CNC Automated Deburring System |
| Best For | Complex 3D parts, gears, castings, forgings with external edges requiring consistent chamfering |
| Diameter Range | 0-300"+ (across M4, M5, M8, M8-X models) |
| Axes Available | 3-25 axis configurations |
| Tool Towers | 1-4 towers with 1-3 tools each |
| Key Differentiator | Patented mechanical compliance—tool arms self-adjust to part variation without sensors or reprogramming |
Timesavers 42 Series Wide-Belt Deburring Machine
Timesavers International is a leading manufacturer of wide-belt finishing equipment for flat and near-flat sheet metal, precision plates, and electronics enclosure components used across metal fabrication industries.
The 42 Series combines abrasive belt deburring with planetary brush heads in a single-pass operation, delivering edge rounding to consistent radii on flat parts while removing weld spatter, laser dross, and plasma cut burrs without part flipping. The system uses multiple head types—grinding heads with abrasive belts, rotary planetary brushes (8 brushes at 350 mm diameter), and top brushes (6 brushes)—each operating independently to deburr and finish in one automated step.
| Feature | Specification |
|---|---|
| Machine Type | Wide-Belt Automated Flat-Part Deburring and Edge-Rounding Machine |
| Best For | Sheet metal, flat precision plates, laser-cut and plasma-cut components requiring uniform edge radius |
| Working Width | 1,350 mm, 1,525 mm, 1,600 mm (52"-63") |
| Edge Radius Range | Up to 2-3 mm on mild steel; larger on aluminum |
| Number of Heads | 1-5 (grinding, rotary brush, top brush configurations) |
| Transport Speed | 0.2-8 m/min |
| Key Differentiator | Single-pass deburring + edge rounding using combined belt and planetary brush heads |
Brush Research Manufacturing (BRM) NAMPOWER Disc System
BRM is a U.S. manufacturer based in Los Angeles, producing surface finishing and deburring tools since 1958. The NAMPOWER disc system is designed to mount directly in CNC machining center spindles, integrating deburring into the existing machining cycle without secondary handling.
NAMPOWER's abrasive nylon filaments flex into holes, slots, and complex features to break edges and remove burrs that rigid cutting tools cannot reach. Because it runs on the same CNC machine that cut the part, the tool eliminates part transfer between machining and deburring stations, reduces labor, and maintains positional repeatability.
The system handles top-surface edges, cross-hole intersections, and small internal spaces using dot-style (light deburring) or turbine-style (medium/heavy-duty) brush configurations. Filaments use ceramic and silicon carbide abrasive in grits including 120 and 180, suitable for stainless steel, carbon steels, cast iron, and aluminum.
| Feature | Specification |
|---|---|
| Machine Type | CNC-Integrated Abrasive Brush Deburring Tool (used on CNC machining centers) |
| Best For | Precision machined parts with cross-holes, slots, and mixed feature types requiring in-process deburring without part removal |
| Grit Options | 120, 180 (ceramic and silicon carbide abrasive) |
| Material Compatibility | Stainless steel, low/medium carbon steels, cast iron, aluminum (finer grit for aluminum) |
| Integration | Direct spindle mount on CNC machining centers, transfer lines, robotic cells |
| Key Differentiator | Eliminates secondary deburring operation—runs in-spindle on existing CNC equipment |
Extrude Hone (Kennametal) Abrasive Flow Machining—S-Series
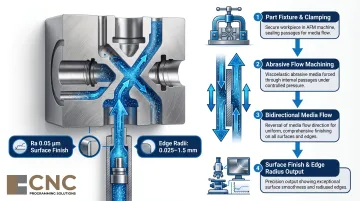
Extrude Hone, now part of Kennametal, originated abrasive flow machining (AFM) with the first patent in 1970. The process forces viscoelastic abrasive media through internal passages, cross-holes, and complex cavities to remove burrs and improve surface finish in areas no mechanical tool can physically access.
The AFM S-Series is the only method capable of uniformly deburring and polishing internal hydraulic passages, fuel injector bodies, turbine blade cooling channels, and similar precision parts where external tool access is impossible. The process is deterministic: media type (5 polymer grades with 13 grit sizes from 8 to 1,000 mesh), extrusion pressure, and cycle count are dialed in for repeatable, validated results suitable for aerospace and medical regulatory environments.
AFM achieves surface finishes as fine as Ra 0.05 µm with 75-90% roughness reduction, edge radii from 0.025 mm to 1.5 mm, and can deburr holes as small as 0.2 mm. Extrude Hone holds ISO, AS, and NADCAP recognition for aerospace finishing.
| Feature | Specification |
|---|---|
| Machine Type | Abrasive Flow Machining (AFM) System for Internal Feature Deburring |
| Best For | Hydraulic manifolds, fuel system components, turbine parts, parts with blind or cross-drilled internal passages |
| Media Options | 5 polymer grades, 13 grit sizes (8-1,000 mesh); silicon carbide, aluminum oxide, boron carbide, diamond abrasives |
| Surface Finish | As fine as Ra 0.05 µm; 75-90% roughness reduction |
| Edge Radius | 0.025 mm to 1.5 mm |
| Regulatory | ISO, AS, NADCAP certified |
| Key Differentiator | Only method proven to deburr and finish inaccessible internal geometries |
Heule Tool COFA System
Heule Tool is a Swiss precision tooling manufacturer founded in 1961, specializing in back-chamfering and cross-hole deburring tools. The COFA system is a CNC-mountable cutting tool with a spring-loaded blade that automatically deploys when it passes through a bore and retracts safely during withdrawal.
Unlike brush tools or AFM, COFA produces a defined, dimensionally controlled chamfer on the back side of drilled holes and intersecting bores. This makes it the right choice for hydraulic valve bodies, medical implants, and aerospace fittings where edge geometry must be documented and repeatable per engineering drawings.
The blade pivots into the tool body as it enters the bore (preventing interior surface damage), then deburrs the back edge during backward feed. A single COFA tool call in the CNC program replaces an entire manual back-deburring operation, covering bore diameters from 2.0 mm to 26.0 mm standard (cassette solutions extend beyond 26 mm) with deburr sizes from 0.1 mm to 1.4 mm radially.
| Feature | Specification |
|---|---|
| Machine Type | CNC-Mounted Automatic Back-Chamfering and Cross-Hole Deburring Tool System |
| Best For | Back-side hole deburring and cross-hole intersections on hydraulic components, medical devices, high-tolerance bored parts |
| Bore Diameter Range | 2.0 mm to 26.0 mm standard; cassette solutions for larger diameters |
| Deburr Size (radial) | 0.1 mm to 1.4 mm |
| Blade Material | Coated carbide |
| Machine Compatibility | CNC and manual operations |
| Key Differentiator | Produces dimensionally defined chamfer (not just edge breaking) on back side of bores in a single CNC tool call |
Key Features to Look For in a Precision Deburring Machine
The most common buyer mistake is selecting a machine based on throughput or price alone, without verifying whether it can handle specific part geometry—particularly internal passages, thin walls, or fine cross-holes—common in precision work.
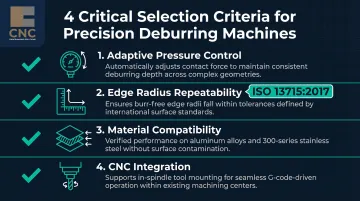
Critical selection criteria for precision outcomes:
- Adaptive pressure control: The system must adjust to part-to-part variation in burr height and size without operator intervention—manual adjustment between parts kills throughput on precision runs.
- Edge radius repeatability: Confirm the machine can produce and document specified edge conditions per ISO 13715:2017, not just remove visible burrs.
- Material compatibility: Verify independent parameter control for both soft alloys (aluminum smears under excess pressure) and work-hardening alloys like stainless steel and titanium.
- CNC integration: Check whether deburring can run in-spindle, eliminating a handling step between machining and finishing operations.
Once you've confirmed a machine meets these criteria, production volume becomes the deciding factor between equipment types. CNC-integrated tools suit lower-volume precision runs with frequent changeovers; standalone automated systems make more sense for high-volume, repetitive part families. Choosing the wrong capacity tier raises cost-per-part without any quality gain. A 50,000-part annual volume justifies dedicated equipment investment. At 500-part runs, in-spindle tools or outsourcing typically deliver better ROI.
How We Selected These Machines
The five machines were selected using three criteria:
- Documented field performance in precision industries (aerospace, medical, automotive)
- Distinct technological approaches covering the full range of deburring needs — from flat sheet parts to complex internal features
- Manufacturer track records with high-tolerance components, validated through quality certifications (ISO, AS9100, NADCAP)
Pricing was excluded from rankings because deburring machine cost varies significantly based on part dimensions, automation level, and configuration. Request quotes based on your specific part families and production volumes, evaluating cost-per-part rather than sticker price.
A $150,000 automated system with 5-minute cycle times can show better 3-year ROI than a $40,000 manual-load system at 20 minutes per part — once labor and scrap costs are factored in.
Conclusion
No single deburring machine fits every precision application. Flat parts need wide-belt systems like the Timesavers 42 Series. Internal features demand AFM or COFA tooling. Complex 3D parts benefit from CNC-integrated brushes (BRM NAMPOWER) or mechanically compliant rotary systems (James Engineering MAX Series). The right machine matches the specific geometry, material, and tolerance requirements of your part family.
Evaluate machines against actual production parts before purchasing—run sample batches, measure edge radius and dimensional change with calibrated inspection equipment, and confirm the process delivers repeatable results at production volume. Request documentation showing the system maintains specifications across 1,000+ consecutive parts, not just initial setup.
For manufacturers who'd rather source finished, burr-free parts than manage deburring equipment and vendors, CNC Programming Solutions handles the full workflow in-house. Services include vibratory deburring, 4-axis CNC milling, 2-axis turning, anodizing, bead blasting, and powder coating—all under one roof.
Reach out at 405-714-3714 or cncsolutions22@gmail.com to discuss your component requirements and finishing specifications.
Frequently Asked Questions
What is the difference between vibratory deburring and CNC deburring machines?
Vibratory deburring tumbles parts with abrasive media in a batch process, making it ideal for high volumes of small parts where surface and edge treatment of all exposed surfaces is acceptable. CNC deburring uses programmed toolpaths to target specific edges with defined geometry, making it better suited for tight-tolerance parts where only selected features should be processed and dimensional control must be documented.
Which deburring machine is best for parts with internal cross-holes or blind passages?
Abrasive flow machining (AFM) is the most reliable option for inaccessible internal passages, achieving edge radii as small as 0.025 mm and surface finishes down to Ra 0.05 µm. CNC-mounted back-chamfering tools like the Heule COFA system handle intersecting through-bores from within the machining cycle, though brush-based tools and back-chamfering systems cannot reach blind internal channels.
Can the same deburring machine handle both aluminum and stainless steel precision parts?
Many automated systems can handle multiple materials by adjusting media type, pressure, and cycle time. However, stainless steel's work-hardening behavior and aluminum's tendency to smear mean optimal parameters differ significantly—operators should confirm the machine allows independent parameter control per material or part program to prevent smearing on aluminum or insufficient material removal on stainless.
How do automated deburring machines maintain consistency across large production runs?
Machines with mechanical compliance, programmatic pressure control, or controlled abrasive media flow self-adjust to minor part variation in ways that manual deburring cannot sustain over time. The key is selecting a system whose tool engagement method is not purely position-dependent.
What edge radius can precision deburring machines reliably achieve?
Capable automated systems achieve edge radii as small as 0.1-0.3 mm on flat parts (wide-belt brush machines) and defined chamfer dimensions on bored features (back-chamfering tools). AFM systems produce sub-0.1 mm consistent edge breaks (down to 0.025 mm) on internal passages. Always confirm capability with a sample run using your actual parts before committing to production.
When does it make more sense to outsource deburring rather than buy a machine?
Outsourcing makes financial sense when production volumes are low or irregular, part families change frequently, or the required process (such as AFM) demands expensive specialized equipment with dedicated operator training. Shops with high volumes and stable part geometry typically see better ROI from in-house systems over a 3-5 year horizon once labor savings and scrap reduction are factored in.
