
Introduction
Modern metal manufacturers face relentless pressure to deliver tight tolerances, accelerate production cycles, and catch surface defects before they reach final inspection. A single burr left on a precision component can trigger coating adhesion failures, cause premature wear in assemblies, or result in outright rejection at final inspection. At that point, the cost isn't just the part — it's rework time, delayed shipments, and damaged customer relationships.
This article breaks down the measurable advantages vibratory deburring machines deliver on the shop floor — what manufacturers actually experience when they add this process to their workflow: consistent part quality, lower labor costs, improved operator safety, and parts that are ready for downstream processes like anodizing and powder coating.
Key Takeaways
- Removes burrs and smooths edges at high volumes using oscillating motion and abrasive media
- Delivers consistent part quality across batches, cutting rework rates and rejection costs
- Reduces labor expenses by automating what would otherwise require skilled manual finishing
- Eliminates sharp edges that cause workplace injuries and coating adhesion failures
- Scales across materials and batch sizes with the right media selection
What Is Vibratory Deburring?
Vibratory deburring is a mass finishing method where metal parts and abrasive media are loaded into a vibrating bowl or tub, and the resulting friction removes burrs, sharp edges, and surface contaminants. First introduced in the mid-1950s for automotive deburring, the technology has evolved into a process that can produce practically any surface finish—from simple deburring to mirror polishing—according to peer-reviewed research published by the National Association for Surface Finishing (NASF).
Where It Fits in the Manufacturing Workflow
Vibratory deburring typically follows CNC machining, stamping, or casting operations and precedes secondary processes like welding, coating, or final inspection. Systems can be directly integrated with upstream equipment like die-casting cells or stamping machines, allowing parts to move directly from one operation to the next without manual material handling.
The process targets a specific outcome: parts that meet dimensional, aesthetic, and safety specifications without adding manual labor hours. Along the way, it removes machining oils, cutting marks, oxidation layers from thermal processing, and the burrs that compromise part fit and downstream finishing quality.
Compatible Materials and Part Types
The process works across a wide range of materials and geometries:
- Steel, stainless steel, aluminum (6061 and die castings), copper, brass, and zinc alloys
- Stamped parts, fine-blanked components, transmission gears, turbine blades, orthopedic implants, and exhaust pipes
- Parts ranging from small pins and tabs up to components weighing 7,000 lbs and 100 inches in diameter
Key Advantages of Vibratory Deburring Machines
These advantages show up in production KPIs, cost reports, and quality audits — not just on spec sheets.
Advantage 1: Consistent, Repeatable Surface Quality Across High-Volume Batches
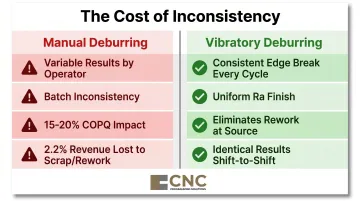
Unlike manual deburring, which varies by operator fatigue, skill level, and time of day, a vibratory deburring machine applies the same abrasive action to every part in the batch simultaneously. Vibration frequency, media type, and cycle duration can be dialed in once and repeated across thousands of parts with no variation between first and last piece.
Once parameters are set for a specific part and finish requirement, the machine reproduces those exact conditions for every subsequent batch. Parts experience identical media-to-surface contact, consistent cycle times, and uniform abrasive action regardless of production shift or operator.
Surface inconsistency in precision components directly causes downstream failures: misaligned assemblies, coating adhesion problems, or rejected parts at inspection. The Cost of Poor Quality (COPQ) consumes 15%-20% of total sales revenue for many manufacturers. Scrap and rework alone cost the average manufacturer up to 2.2% of annual revenue — a $100 million revenue company loses approximately $2.2 million annually.
Eliminating variability removes rework at the source. In aerospace, medical devices, or automotive, a single out-of-spec surface finish can trigger a product recall or rejection of an entire batch. According to research from Xebec Deburring Technologies, it is nearly impossible to achieve a consistent or precise edge break with manual deburring, especially on thin parts, with results varying by individual employee and time of day.
KPIs impacted:
- First-pass yield rate
- Rejection/rework rate
- Batch-to-batch surface finish consistency
- Customer return rate
This advantage matters most in high-volume production runs, multi-shift operations, parts requiring strict surface finish tolerances (Ra values), and sectors with regulatory finish requirements.
Advantage 2: Significant Reduction in Labor Costs and Processing Time
Vibratory deburring automates what would otherwise require skilled manual labor. One operator can run multiple machines simultaneously, processing hundreds or thousands of parts per cycle.
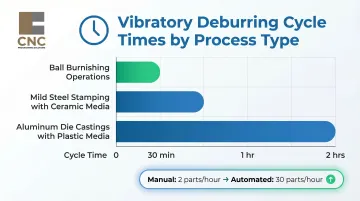
Manual deburring of a complex stamped or machined part can take several minutes per piece. Vibratory processing handles entire batches in a single cycle with no per-piece handling time. Documented examples show manual deburring throughput as slow as 2 parts per hour, while automated deburring increases this to 30 parts per hour.
Labor is typically the highest variable cost in finishing operations. Deburring cost for a high-precision part is approximately 30% of its total manufacturing cost. Automating deburring directly reduces cost-per-part while freeing skilled workers for higher-value tasks like setup, programming, or quality control.
Faster cycle times mean orders are fulfilled on schedule, reducing the risk of production bottlenecks or late delivery penalties. Typical vibratory deburring cycle times include:
- Mild steel stamping parts with ceramic media: 30–60 minutes
- Aluminum die castings with plastic media: 1–2 hours
- Ball burnishing operations: 20–30 minutes
KPIs impacted:
- Labor cost per part
- Parts processed per shift
- Operator utilization rate
- Order fulfillment lead time
This advantage matters most when scaling production volume, when labor costs are a primary cost driver, or when tight delivery deadlines require predictable, fast cycle times.
Advantage 3: Improved Part Safety and Readiness for Downstream Finishing Processes
Throughput gains matter less if parts arrive at the next stage with sharp edges or contaminated surfaces. Burrs create two distinct problems: a workplace safety hazard during handling, and a surface integrity issue that undermines adhesion for coatings, paints, anodizing, or powder coating.
Vibratory deburring addresses both at once, rounding edges to safe radii while removing oils, dust, and machining debris that would otherwise cause coating failures.
Workplace safety: OSHA's Safety Pays calculator estimates companies pay more than $45,000 per laceration in direct and indirect costs. Over 4.5 million reported injuries occur annually in metal manufacturing in the United States. Sharp edges on parts going into assembly or packaging stages create preventable injury exposure.
Coating adhesion: Sharp 90-degree angles cause "edge pullback" during powder coating cure, where surface tension pulls molten coating material away from the edge. Research shows that changing a sharp angle to a radius as small as 0.5mm can transform coating performance, preventing edges from being left dangerously thin and vulnerable to rust, chipping, and accelerated corrosion.
Burrs left on parts going into coating or welding operations cause visible defects, poor bond strength, and corrosion initiation points. Vibratory deburring eliminates these root causes before they reach the next stage.
KPIs impacted:
- Coating adhesion pass rate
- Workplace injury incidents
- Welding defect rate
- Post-coating inspection failures
This advantage matters most before any secondary finishing step (anodizing, powder coating, electroplating), when parts involve manual handling in assembly, or when components are destined for safety-critical applications. At CNC Programming Solutions, vibe deburring is sequenced before anodizing and powder coating precisely because clean, radiused edges are what make those coatings hold.
What Happens When Vibratory Deburring Is Skipped
Skipping or under-investing in deburring creates real downstream costs across quality, safety, and liability:
- Burrs jam and accelerate wear in moving parts like hinges and hydraulic components, driving up warranty claims and field failures
- Sharp edges cause coating rejection at final inspection, forcing expensive rework cycles before any part ships
- Laceration risks from unfinished edges add workers' compensation liability and OSHA exposure
- Falling back on hand-finishing reintroduces batch-to-batch variability that automated deburring was designed to eliminate
- Hand-dislodged burrs become Foreign Object Debris (FOD) — a documented safety and performance risk in aerospace, automotive, and medical applications
The apparent savings from skipping deburring consistently disappear once rework, returns, and liability costs are factored in.
How to Get the Most Value from Vibratory Deburring
Match Media to Part Requirements First
Different abrasive media produce different surface outcomes. Selecting the wrong type wastes cycles and can damage delicate features — test on sample parts before committing to a full run.
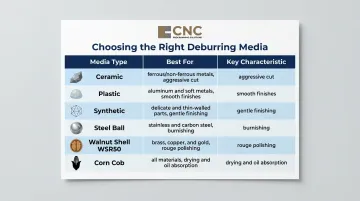
| Media Type | Best For | Key Characteristic |
|---|---|---|
| Ceramic | Ferrous and non-ferrous metals | General deburring, aggressive cuts |
| Plastic | Aluminum and soft metals | Smooth finishes without impressions |
| Synthetic | Delicate/thin-walled parts | Lower density, gentle finishing |
| Steel (ball/ball-cone) | Stainless steel, carbon steel | Burnishing, non-abrasive shine |
| Walnut Shell WSR50 | Brass, copper, gold | Rouge-impregnated polishing |
| Corn cob | All (drying stage) | Absorbs oils, dries parts |
Document Cycle Parameters for Every Part Type
Repeatable results depend on consistent machine settings, not operator memory. For each part type, record:
- Vibration frequency
- Media-to-part ratio (3:1 for general work, 8:1 for delicate parts)
- Compound pH levels
- Cycle duration
Build Deburring Into the Production Sequence
Vibratory deburring works best as a planned operation with defined entry and exit conditions:
- Parts enter the deburring stage free of bulk contamination
- Parts exit ready for the next step — welding, coating, or packaging
- Systems can connect directly with upstream machining equipment to cut manual handling
Conclusion
Vibratory deburring machines deliver control over surface quality, consistency across production volumes, and cost efficiency that manual methods cannot replicate at scale. The results depend on getting the details right: media selection, cycle parameters, and sequencing within the broader finishing workflow. When those variables are set correctly, deburring stops being a bottleneck and becomes a reliable step in production.
For manufacturers integrating deburring into a multi-step finishing process, CNC Programming Solutions coordinates vibe deburring alongside bead blasting, anodizing, and powder coating — so parts move through each stage in the right order and arrive meeting dimensional, aesthetic, and safety requirements without added manual labor.
Frequently Asked Questions
What is vibratory finishing used for?
Vibratory finishing is used to remove burrs, smooth sharp edges, clean surface contaminants, and polish metal (and other) parts in bulk. It handles deburring, surface prep, and finishing before secondary processes like coating, welding, or assembly.
What is the purpose of deburring in metal processing?
Deburring removes unwanted material ridges (burrs) left by machining, stamping, or casting. If left in place, burrs compromise part fit, coating adhesion, component safety, and downstream assembly quality—leading to rework, field failures, and workplace injuries.
What are the benefits of metal finishing?
Metal finishing improves corrosion resistance, surface aesthetics, dimensional accuracy, and compatibility with coatings or assembly. Vibratory deburring supports this by delivering the clean, smooth surfaces and proper edge radii that anodizing and powder coating require to perform correctly.
Can vibratory deburring machines handle delicate or thin-walled metal parts?
Yes, vibratory deburring can be tuned for fragile components by adjusting vibration intensity, media type (synthetic or plastic media work well), and cycle duration. Using higher media-to-part ratios (8:1) further cushions delicate parts that would be damaged by methods like shot blasting or high-energy tumbling.
How does vibratory deburring compare to manual deburring?
Vibratory deburring processes entire batches simultaneously with consistent results—manual deburring is slower, operator-dependent, and cost-prohibitive at scale. Throughput can jump from 2 parts per hour to 30 while labor cost per part drops significantly.
What materials can vibratory deburring machines process?
Vibratory deburring handles steel, stainless steel, aluminum, copper, brass, zinc, and specialty alloys. Media selection matches the material: ceramic for harder metals, plastic for softer ones, and specialized compounds for polishing.
