
Introduction
Engineers and procurement managers face a recurring material dilemma: choosing between anodized aluminum and stainless steel for precision-machined components. Both materials deliver strong corrosion resistance, yet their protective mechanisms differ in key ways: anodized aluminum relies on a thick, engineered oxide barrier, while stainless steel depends on a thin, self-healing chromium film.
Material selection extends far beyond surface properties. Your choice directly impacts part longevity, machining economics, maintenance frequency, and environmental compatibility. According to ASM International material data, aluminum 6061-T6 machines at 600-1,000 SFM—4-6× faster than 304 stainless steel's 120-250 SFM—translating to measurably lower per-part CNC costs.
The trade-offs cut both ways. Stainless steel withstands temperatures up to 870°C and delivers tensile strength exceeding 500 MPa, roughly double that of aluminum.
This guide covers the corrosion science behind each material, durability trade-offs across environments, and a practical framework for matching materials to manufacturing applications.
Key Takeaways
- Anodized aluminum's oxide layer delivers superior surface hardness and corrosion resistance at one-third the weight of steel
- Stainless steel uses a self-healing chromium oxide film, offering higher tensile strength and heat tolerance than anodized aluminum
- In marine or high-chloride environments, 316 stainless steel outperforms anodized aluminum; in weight-sensitive applications, aluminum dominates
- Aluminum machines faster: 6× cutting speeds and 6× better machinability ratings mean shorter cycle times and less tool wear
- Choose based on total project cost—machining time, finishing, and maintenance—not raw material price alone
Anodized Aluminum vs. Stainless Steel: Quick Comparison
Cost
Anodized Aluminum: Lower per-kg material cost and faster CNC machining with minimal tool wear, but anodizing adds a finishing step. Machinability ratings of 270% (versus baseline 100% for AISI 1212 steel) mean shorter cycle times and extended tool life.
Stainless Steel: Higher material cost per kilogram and slower machining requiring carbide tooling and greater tool replacement frequency, though no separate surface treatment is needed for basic corrosion protection.
Weight
Anodized Aluminum: Density of approximately 2.7 g/cm³—roughly one-third that of stainless steel—delivers approximately 65% weight reduction for equivalent-volume components.
Stainless Steel: Density near 7.85 g/cm³ adds structural mass, beneficial in high-load applications where weight contributes to stability.
Corrosion Resistance
| Anodized Aluminum | Stainless Steel | |
|---|---|---|
| Mechanism | Integrated Al₂O₃ layer | Self-healing chromium oxide layer |
| Weakness | pH below 3 or above 9; galvanic contact with noble metals | Chloride pitting (304 grade fails above 40°C; 316 grade holds to 70°C at 500 ppm) |
| Salt Spray Rating | 3,000 hrs (AAMA 611 Class I) per ASTM B117 | No standard limit for 316; outperforms aluminum in chloride-heavy environments |
| Self-Healing | No — damage is permanent | Yes — oxide layer regenerates when scratched |
Hardness & Wear
Anodized Aluminum: Type III hardcoat reaches 350–700 HV, exceeding 304 stainless bulk hardness (129 HV) by up to 5.4×. That surface hardness comes at a cost — hardcoat is more brittle and can crack under impact loads.
Stainless Steel: Bulk hardness runs 200–250 HV, lower than hardcoat anodize on the surface, but the material maintains far better ductility and impact resistance throughout.
Heat Tolerance
Anodized Aluminum: Rated to about 160°C before thermal expansion mismatches cause crazing; significant cracking occurs above 300-400°C.
Stainless Steel: Continuous service to 870°C for standard 304/316 grades; specialty heat-resistant austenitic grades reach 1,150°C.
What is Anodized Aluminum?
Anodizing is a controlled electrochemical process that converts aluminum's surface into dense aluminum oxide (Al₂O₃). Unlike coatings that sit atop the base metal, anodizing grows into the aluminum substrate itself, creating an integrated, non-porous layer resistant to flaking or peeling.
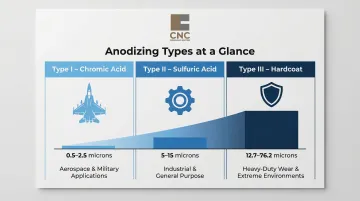
Three Primary Anodizing Types
Type I (Chromic Acid): Thinnest coating (0.5–2.5 microns), used in aerospace and military applications requiring minimal dimensional change and excellent adhesion for bonding operations.
Type II (Sulfuric Acid): Standard commercial process producing 5–15 micron coatings. Accepts dyes for color-coded part identification and provides moderate corrosion resistance suitable for general industrial use.
Type III (Hardcoat): Thickest coating (12.7–76.2 microns) produced at near-freezing temperatures and high current densities. Surface hardness approaches that of tool steel, making it ideal for industrial parts subject to abrasion and heavy wear.
Core Production Benefits
- Roughly 65% lighter than equivalent steel components, reducing structural load
- Integrated oxide layer eliminates the need for paint or secondary plating
- Non-conductive surface prevents current flow, useful in electrical enclosures
- Accepts dyes for color-coded part identification or brand-specific finishes
Use Cases of Anodized Aluminum
Anodized aluminum dominates applications where weight reduction and corrosion resistance converge:
- Weight-critical brackets, airframe fittings, and housings in aerospace
- Consumer electronics enclosures where a durable finish and EMI shielding are both needed
- Architectural panels requiring UV stability and long-term color retention
- CNC-machined precision parts where dimensional stability and surface quality matter
CNC Programming Solutions handles anodizing as part of its finishing services, so manufacturers can take CNC-machined aluminum components through to a fully protected final state in a single engagement.
What is Stainless Steel?
Stainless steel is an iron-based alloy containing minimum 10.5% chromium per ASTM A959-19. Chromium spontaneously forms a thin chromium oxide (Cr₂O₃) passive film when exposed to oxygen. This film regenerates when scratched or abraded, providing inherent corrosion resistance without additional surface treatment.
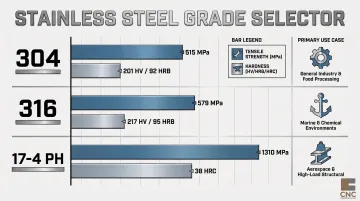
Key Grades for Precision Machining
| Grade | Composition Highlights | Tensile Strength | Hardness | Best For |
|---|---|---|---|---|
| 304 (UNS S30400) | 18-20% Cr, 8-10.5% Ni | 505 MPa | 129 HV | General-purpose; 50%+ of global stainless production |
| 316 (UNS S31600) | +2.5% Mo | 620 MPa (cold drawn) | 199 HV | Marine and chloride environments |
| 17-4 PH (UNS S17400) | Precipitation-hardening martensitic | 1,310 MPa (H900) | HRC 40 | High-strength structural applications |
Grade selection directly determines performance: specifying 304 where 316 is required causes premature pitting failure in chloride environments.
Core Operational Advantages
- High tensile strength: 500-2,000 MPa versus 150-300 MPa for aluminum alloys
- Superior heat tolerance: Continuous service to 870°C+; intermittent use higher
- Hygiene compatibility: Non-porous surface resists bacterial growth; autoclave-sterilizable
- Self-healing protection: No secondary finishing required for basic corrosion resistance
Use Cases of Stainless Steel
Stainless steel dominates applications where strength, heat, or chemical exposure dominate:
- Medical instruments: Surgical equipment requiring repeated autoclaving
- Food processing equipment: Hygiene-critical surfaces exposed to aggressive cleaning agents
- Marine hardware: Offshore components immersed in seawater (316 grade specified)
- High-load structural applications: Fasteners and load-bearing parts where tensile strength cannot be compromised
Corrosion & Durability: How They Compare Head-to-Head
Fundamental Corrosion Mechanisms
Anodized aluminum's protection relies on a thick barrier layer (10-75 microns) that blocks oxygen and moisture access. This oxide layer is passive and non-regenerating—once breached, underlying aluminum remains exposed. Stainless steel's chromium oxide film is thin (nanometers) but self-healing: when scratched in the presence of oxygen, the passive film reforms within minutes.
Material-Specific Failure Modes
Anodized Aluminum Vulnerabilities:
- Galvanic corrosion: Potential difference of 0.9-1.0V versus stainless steel in seawater—nearly 4× the safe threshold—accelerates aluminum dissolution when coupled with noble metals
- Pitting outside pH 4-9: Alumina dissolves below pH 3 and above pH 9, creating localized pits that expose base metal
- Non-regenerating damage: Deep scratches or cracks permanently compromise protection
Stainless Steel Vulnerabilities:
- 304 grade pits at 40°C with only 300 ppm chlorides; 316 grade withstands 70°C at 500 ppm before pitting initiates
- Oxygen-starved zones under gaskets or fasteners block passive film reformation, triggering crevice attack
- Austenitic grades crack under tensile stress in chloride environments above 50°C
- Prolonged high-heat exposure depletes chromium at grain boundaries, opening the path to intergranular attack
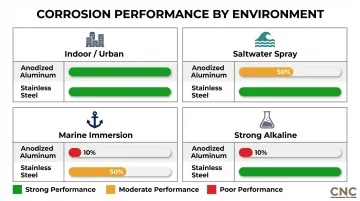
Environmental Performance Comparison
| Environment | Anodized Aluminum | Stainless Steel |
|---|---|---|
| Indoor / Urban | Excellent; 20+ year lifespan at Type II (10 microns) | Excellent; indefinite with routine cleaning |
| Saltwater Spray | AAMA 611 Class I withstands 3,000 hrs ASTM B117 — near parity in accelerated testing | Strong; 316 grade preferred |
| Marine Immersion | Vulnerable; anodic layer breaches accelerate pitting | 316 stainless outperforms — molybdenum resists chlorides and passive film self-heals |
| Strong Alkaline (pH >9) | Degrades rapidly; alumina dissolves above pH 9 | Resists pH extremes without degradation |
Galvanic Risk in Mixed Assemblies
When anodized aluminum contacts stainless steel in wet environments, galvanic corrosion accelerates if the anodic layer cracks under pressure. The most dangerous configuration pairs a small aluminum anode with a large stainless cathode, which concentrates corrosion current onto the aluminum.
Prevention comes down to electrical isolation:
- Nylon washers between mating surfaces
- Rubber gaskets to break the conductive path
- Dielectric coatings on contact areas
Long-Term Durability Outcomes
| Material | Matched Environment | Mismatched Environment |
|---|---|---|
| Anodized Aluminum (Type II) | 20+ years indoors | 5-10 years in industrial conditions before refinishing |
| Stainless Steel (correct grade) | Decades of service with routine cleaning | 304 in marine use fails within 2-5 years |
Which Material Should You Choose?
Choose Anodized Aluminum When:
- Weight drives the design — aerospace, robotics, automotive, and portable equipment applications gain up to 65% weight reduction over stainless steel
- Color-coding, branding, or visual differentiation is required and the anodized finish delivers it durably
- Per-part machining costs matter — faster cutting speeds and extended tool life keep production economics in check
- Operating conditions are moderate: general industrial, indoor, or non-chloride exposure environments
For shops managing tight schedules, CNC Programming Solutions handles anodizing as part of the machining workflow — no separate vendor coordination required.
Choose Stainless Steel When:
- Structural parts face impact or sustained loads that demand higher tensile strength
- Operating temperatures exceed 300°C, where anodized oxide layers begin to degrade
- Parts contact pharmaceutical cleaning agents, food-grade sanitizers, or strong alkalis
- The environment involves seawater or brine — specify 316 grade for marine or high-chloride immersion
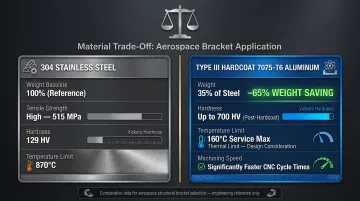
Real-World Material Transition Example
These decision points play out clearly in aerospace manufacturing. Weight-sensitive brackets originally made from 304 stainless steel are routinely transitioned to Type III hardcoat anodized 7075-T6 aluminum. Hardcoat surface hardness reaches up to 700 HV — well above stainless steel's 129 HV — but designers must still verify the aluminum substrate's tensile strength meets load requirements. The trade-off delivers 65% weight savings and better wear resistance, provided operating temperatures stay below 160°C.
Need guidance on material selection for your next precision project? Contact CNC Programming Solutions at 405-714-3714 or cncsolutions22@gmail.com to discuss machining and finishing options tailored to your application.
Conclusion
Neither anodized aluminum nor stainless steel holds universal superiority. Anodized aluminum leads on weight, machinability cost, and surface hardness in moderate environments. Stainless steel dominates in raw strength, heat resistance, and performance in harsh chemical or chloride-heavy conditions. The optimal material choice depends on matching environmental exposure, mechanical loads, and temperature ranges to material properties—not defaulting to familiarity.
That technical fit, however, is only part of the equation. Manufacturing teams must also evaluate total lifecycle cost: machining time, finishing steps, maintenance frequency, and replacement intervals. Working with a single shop that handles both materials—and their finishing requirements—cuts handoff delays between vendors and simplifies sourcing. CNC Programming Solutions offers 4-axis CNC milling, lathe work, and in-house finishing services including anodizing and powder coating, which means material selection decisions can be tested and executed without splitting the work across multiple suppliers.
Frequently Asked Questions
Can anodizing be done on stainless steel?
Anodizing as applied to aluminum cannot transfer directly to stainless steel. The process grows an oxide layer into aluminum's surface chemistry; applying similar electrochemical processes to steel accelerates oxidation (rust). Stainless steel instead uses passivation, electropolishing, or plating for enhanced corrosion protection.
What is anodized stainless steel?
"Anodized stainless steel" is a misnomer. Stainless steel can undergo electrochemical oxidation that produces interference color layers, sometimes loosely called "anodizing," but the process creates no thick protective oxide layer and no meaningful surface hardness gain — two defining results of true aluminum anodizing.
Does anodization scratch off?
Anodization is integral to the aluminum substrate and will not peel or flake, but the hard oxide layer can crack or chip under sharp impact or bending. Deep scratches expose base aluminum with no self-repair, while light surface scuffs typically leave corrosion protection intact.
What are the different types of stainless steel finishes?
Standard finishes include No. 2B (mill finish), No. 4 (brushed/satin, common in food and architecture), and No. 8 (mirror polish). Electropolishing enhances the chromium-to-iron ratio for maximum passive layer protection, preferred in pharmaceutical applications. Passivation chemically removes free iron to accelerate chromium oxide formation.
What is the 7/20 rule for anodizing?
The term is not formally defined in MIL-A-8625F. In practice, Type II sulfuric anodize grows roughly 33% outward and 67% inward — meaning a 10-micron coating adds about 3.3 microns per surface, a dimensional change machinists must account for on tight-tolerance parts.
Is anodized aluminum shiny or matte?
Final appearance depends on surface preparation before anodizing. Polished aluminum produces a bright, semi-glossy finish; bead-blasted or mechanically brushed aluminum yields a matte or satin look. The anodizing process itself is transparent—pre-treatment determines visual result.


